

15508069696
工时定额计算
手 册
目 录
一. 普 通 车 床5
1.车床时间定额标准(通用部分)5
2.C615~C618时间定额标准10
3.C620时间定额标准12
4.C630时间定额标准14
5.C650时间定额标准16
二. 镗 床17
1.镗床时间定额标准17
三. 立 式 机 床18
1.立式机床时间定额标准18
四. 龙 门 刨 床20
1.龙门刨床时间定额标准20
五. 牛 头 刨 床22
1.牛头刨床时间定额标准22
六. 磨 床23
1.平面磨时间定额标准23
2.外元磨时间定额标准25
3.内元磨时间定额标准27
七. 铣 床29
1.铣床时间定额标准(一)29
2.铣床时间定额标准(二)33
八.制 齿 机 床36
1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准36
九.拉 床39
1.拉床时间定额标准39
十. 插 床41
1.插床时间定额标准41
十一 钻 床42
1.钻床时间定额标准42
十二. 钳 工45
1.钳工时间定额标准 (一)45
2.钳工时间定额标准 (二)47
3. 钳工时间定额标准(三)50
十三. 冷 冲 模53
1.冷冲模装配时间定额标准53
十四. 冲 床55
1.冲床时间定额标准55
十五. 锻 造58
1.锻造时间定额标准(一)58
2. 锻造时间定额标准(二)60
十六. 铸 造62
1.铸造时间定额标准62
2. 铸造复杂程度分类65
十七. 铆 工68
1.铆工时间定额标准(一)68
2.铆工时间定额标准(二)71
3.铆工时间定额标准(三)73
十八. 点 焊75
1.电焊焊接时间定额标准75
十九.木型79
1.木型制造时间定额标准(一)79
2.木型制造时间定额标准(二)83
二十. 喷 漆86
1. 喷漆时间定额标准86
附 录89
一.冷冲模赚装配复杂程度分类89
二.公式时间定额标准,设备适用范围及工序内容100
三. 应 用 举 例102
1.车床C620加工例题102
2.2.5m立 车105
3.镗 床 例 题106
4.Z525107
5.龙 门 刨(6M)109
6. 牛 头 刨111
7.15 吨 冲 床112
8.M7120—M131W113
9.M7120114
10.M131W115
11.设 备Y38116
12.设 备B516K117
13.设 备L6110118
14. 设 备X52119
单位(分)
C615~C618 | C620 | C630 | C650 | ||||||
一般 | 15 | 30 | 40 | 60 | |||||
中等 | 30 | 40 | 60 | 80 | |||||
复杂 | 40 | 80 | 120 | 240 | |||||
1.一般——包括接受任务,领取工票图纸工艺熟悉加工方法,调整机床,装卸刀具清理工作地,擦拭润滑机床借还工具换三爪、四爪、花盘胎具校量具首件检查。 2.中等——除一般之内容外增加装卸中心架跟刀架尾座调稍,刃磨复杂形状刀具更换挂轮。 3.复杂——除一般和中等内容外增加装调弯板平衡铁以及特殊复杂的准备工作。 | |||||||||
装 卸 公 式 | |||||||||
装卡方式 | 手搬(< 20公斤) | 吊车(≥20公斤) | |||||||
三爪 | 0.3·K | (0.3+0.6)·K | |||||||
三爪顶尖 | 0.3·K | (0.22+0.4)·K | |||||||
三爪中心架 | (0.2+0.4)·K | (0.3+0.9)·K | |||||||
三爪*顶尖 | (0.2+0.8)·K | (0.3+1)·K | |||||||
两头顶尖(梅花) | (0.2+0.2)·K | (0.3+0.7)·K | |||||||
四爪(专用胎具) | (0.3+0.6)·K· | (0.3+1.4)·K· | |||||||
四爪顶尖 | (0.3+0.7)·K· | (0.22+1.5)·K· | |||||||
四爪中心架 | (0.3+0.9)·K· | (0.3+1.8)·K· | |||||||
四爪*顶尖 | (0.3+1.1)·K· | (0.3+2)·K· | |||||||
芯轴顶尖(花键) | (0.4+0.4)·K | (0.4+0.7)·K | |||||||
内外涨胎 | (0.3+0.4)·K | (0.4+1.3)·K | |||||||
定心模具 | (0.2+1.2)·K | (0.3+1.4)·K | |||||||
弯板 | (0.2+2.5)·K· | (0.4+3)·K· | |||||||
花盘 | (0.2+3.5)·K· | (0.3+4)·K· | |||||||
1.* 架——中心架或跟刀架。 | |||||||||
机 床 | C615~C620 | C630 | C650 | ||||||
K | 1 | 1.5 | 2.5 | ||||||
有基面一般找正 | 毛 坯 | 有基面复杂找正 | 有形位公差 | ||||||
K1 | 1 | 1.3 | 2 | 3 | |||||
钻中心孔 | |||||||||
D | 1.5 | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 |
无保护体 | 0.3 | 0.3 | 0.35 | 0.4 | 0.47 | 0.56 | 0.65 | 0.72 | 0.9 |
有保护体 | 0.5 | 0.5 | 0.58 | 0.6 | 0.65 | 0.72 | 0.81 | 0.9 | 1.1 |
(续)
倒 角 | |||||
·K K=1 (外角系数) K=1.4 (内角系数) | |||||
1.5 | 2 | 3 | 4 | ||
10 | 外角 | 0.05 | 0.07 | 0.11 | 0.16 |
内角 | 0.07 | 0.1 | 0.15 | 0.22 | |
50 | 外角 | 0.11 | 0.13 | 0.18 | 0.22 |
内角 | 0.15 | 0.18 | 0.25 | 0.31 | |
100 | 外角 | 0.19 | 0.21 | 0.26 | 0.31 |
内角 |
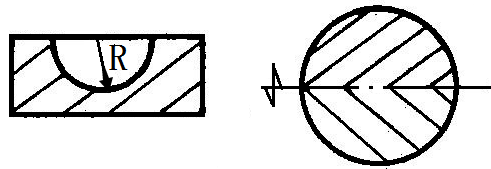
倒 R 角 | |||||
·K K=1 (外角系数) K=1.4 (内角系数) | |||||
1 | 2 | 2 | 4 | ||
10 | 外角 | 0.08 | 0.1 | 0.12 | 0.13 |
内角 | 0.11 | 0.14 | 0.16 | 0.19 | |
50 | 外角 | 0.1 | 0.15 | 0.21 | 0.27 |
内角 | 0.13 | 0.22 | 0.3 | 0.38 | |
100 | 外角 | 0.11 | 0.22 | 0.34 | 0.45 |
内角 | 0.16 | 0.31 | 0.47 | 0.63 |
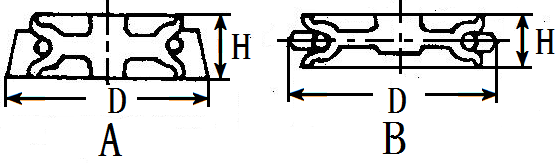
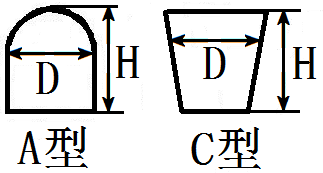
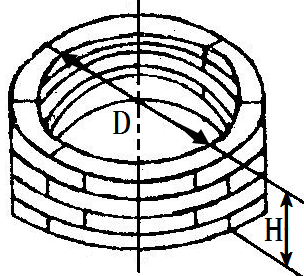
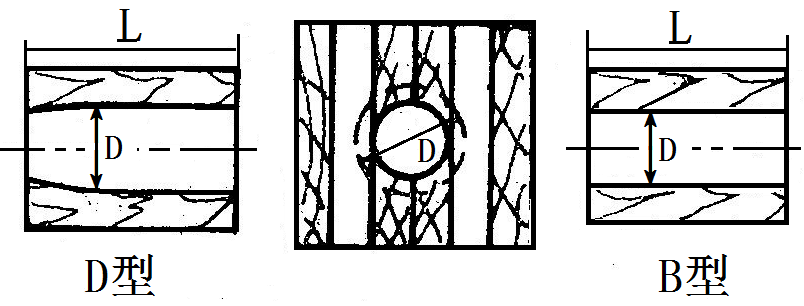
三 角 皮 带 轮 槽 | ||
槽型(参考尺寸) | 说明:: 1. Z——槽数。 2. 本公式系按铸 铁料制定 | |
O型(10×10) | Z | |
A型(13×13) | Z | |
B型(17×17) | Z |
(续)
C型(22×22) | Z | 说明:1. Z——槽数。 2. 本公式系按铸 铁料制定 |
D型(32×30) | Z | |
E型(38×36) | Z | |
F型(40×40) | Z |
60°55°标准螺纹 | ||||||||||||
·k | ||||||||||||
S | 0.5 | 0.75 | 1~1.25 | 1.5 | 1.75~2 | 2.5 | 3 | 3.5 | 4~4.5 | 5 | 5.5 | 6 |
6 | 3.9 | 2.7 | 2.4 | 2.1 | 1 | 2.7 | 2.4 | 2.5 | 4.7 | 4.2 | 4.3 | |
6 | 5.1 | 4.5 | 4.1 | 3.2 | 3.4 | 2.4 | 1.3 | 2.1 | 1.1 | 1 | 1.1 | |
w | 20~40 | 16~18 | 12~14 | 9~11 | 8 | 7 | 6 | 5 | 4 | 4 | ||
K | 内螺纹高速加工 | 1.3 | ||||||||||
外螺纹低速加工 | 3 | |||||||||||
内螺纹低速加工 | 3.9 | |||||||||||
说 明 | 1.本公式为外螺纹高速加工计算公式。 | |||||||||||
2.S为公制螺距,W为英制螺纹,与为S和W的替换值。 | ||||||||||||
3.左旋螺纹用内螺纹低速加工系数。 |
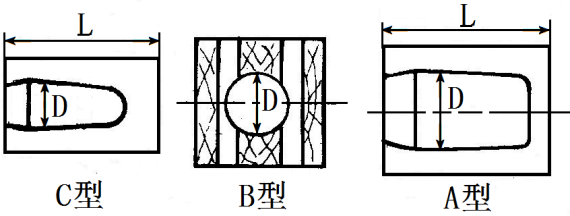
梯 形 扣 | |
·· =1.2 (左旋系数) =1.5 (内螺纹系数) | |
方 型 扣 | ·· =1.2 (左旋系数) =1.5 (内螺纹系数) |
蜗 杆 | ·K 单头 K=1 三头 K=2.4 二头 K=1.55 四头 K=3.7 |
(续)
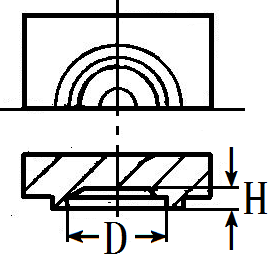
攻 套扣 | +0.2 | (12) 元球 | +2.3 (包括砂布砂光) | |
手 轮 元 弧 | 本公式系按铸铁制订,并包括砂布砂光。 R——以手轮最大R代入。 | |||
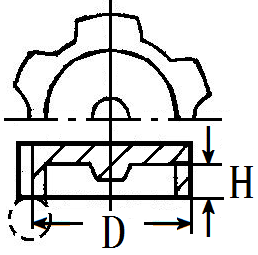
凹 R | 外元R槽 K=1 端面槽 K=3 R——H深度 |
| ||
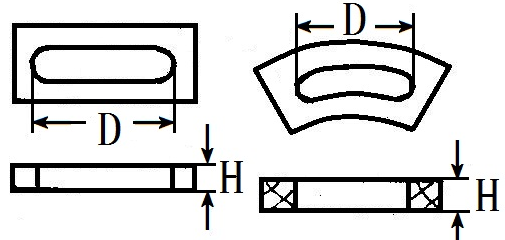
内 孔 密 封 槽 |
| 。 | ||
端 面 密 封 槽 |
| ·K·Z Z——槽数 -K——多槽系数 2~5槽 K=0.6 5槽以上 K=0.5 | ||
端 面 T 型 槽 | B | b | t |
|
10 | 16 | 13~20 | ||
12 | 20 | 17~29 | ||
14 | 24 | 21~29 | ||
18 | 30 | 27~36 | ||
22 | 36 | 32~44 |
材 料 系 数 | |||||
材料名称 | 钢 | 铸 铁 | 钢、铝 | 调 质 钢 | 高炭合金 |
系 数 | 1 | 0.8 | 0.6 | 1.2 | 1.3 |
(续)
说 明 1.本标准按单件小批编制。 2.除注明以铸铁材料编制之公式外均以 钢材制订。 3.本标准适用于C615~C650之间规格的车床。 4.S为螺距、W为英制螺纹。 5.公式中没有K的均不考虑系数。 |
单位:分
车 外 元 | ·k = (刚性系数,L≥10d时用,否则=1) L、d——为影响刚性的长度与直径尺寸。 | ||||
K | 综 合 | 1 | 1.64 | 2 | 3.3 |
单 刀 | 0.5 | 0.64 | 1 | 1.3 | |
车 孔 | ·k = (L≥3d时用) | ||||
K | 综 合 | 1 | 1.8 | 3 | 3.7 |
单 刀 | 0.5 | 0.8 | 1.2 | 1.5 | |
端 面 | ·k | ||||
K | 综 合 | 1 | 1.35 | 1.5 | 2.2 |
单 刀 | 0.5 | 0.8 | 1.2 | 1.5 | |
外 锥 | ·k | ||||
K | 综 合 | 1 | 1.65 | 2.45 | 3.5 |
单 刀 | 0.5 | 0.65 | 0.8 | 0.925 | |
锥 孔 | ·k | ||||
K | 综 合 | 1 | 1.65 | 2.45 | 3.5 |
单 刀 | 0.5 | 0.65 | 0.8 | 0.925 | |
钻 孔 | =50 (回屑时间 L<15时取用) | ||||
铰 (扩) 孔 | |||||
滚 花 |
(续)
节 距 | 0.5 | 1 | 1.5 | |
1 | 1.3 | 1.7 | ||
切 槽 | B<8 B≥8 1.B——槽宽 2.t——槽深 3. (内孔系数)。 4. (有形位公差系数)。 5. (髙滚钢刀系数,限小直径另件选用)。 | |||
切 断 | (实心件取0) (高速钢刀系数,限小件选用) | |||
说 明 | 1.D——直径(锥体大端直径)。 2.d——孔径(锥体大端直径)。 3.L——加工长度。 4.K——光洁度系数。 5.G——重量(公斤)。 6.S——螺距。 7.M——模数。 8.R——半径。 |
单位:分
车 外 元 | ·k = (刚性系数,L≥10d时用,否则=1) L、d——为影响刚性的长度与直径尺寸。 | ||||
K | 综 合 | 1 | 1.73 | 2.05 | 3.4 |
单 刀 | 0.5 | 0.73 | 1.05 | 1.4 | |
车 孔 | ·k = (L≥3d时用) | ||||
K | 综 合 | 1 | 1.9 | 3.1 | 3.9 |
单 刀 | 0.5 | 1.9 | 1.2 | 1.7 | |
端 面 | ·k | ||||
K | 综 合 | 1 | 1.74 | 2 | 2.2 |
单 刀 | 0.5 | 0.74 | 1 | 1.2 | |
外 锥 | ·k | ||||
K | 综 合 | 1 | 1.65 | 2.45 | 3.5 |
单 刀 | 0.5 | 0.65 | 0.8 | 0.925 | |
锥 孔 | ·k | ||||
K | 综 合 | 1 | 2.3 | 3.25 | K |
单 刀 | 0.5 | 0.65 | 3.8 | ||
钻 孔 | =50 (回屑时间 L>15时取用) | ||||
铰 (扩) 孔 | |||||
滚 花 |
(续)
节 距 | 0.5 | 1 | 1.5 | |
1 | 1.3 | 1.7 | ||
切 槽 | B<8 B≥8 1.B——槽宽 2.t——槽深 3. (内孔系数)。 4. (有形位公差系数)。 5. (髙滚钢刀系数,限小直径另件选用)。 | |||
切 断 | (实心件取0) (高速钢刀系数,限小件选用) | |||
说 明 | 1.D——直径(锥体大端直径)。 2.d——孔径(锥体大端直径)。 3.L——加工长度。 4.K——光洁度系数。 5.G——重量(公斤)。 6.S——螺距。 7.M——模数。 8.R——半径。 |
单位:分
车 外 元 | ·k = (刚性系数,L≥10d时用,否则=1) L、d——为影响刚性的长度与直径尺寸。 | ||||
K | 综 合 | 1 | 1.75 | 2.1 | 3.5 |
单 刀 | 0.5 | 0.75 | 1.1 | 1.4 | |
车 孔 | ·k = (L≥3d时用) | ||||
K | 综 合 | 1 | 2 | 3.4 | 4 |
单 刀 | 0.5 | 1 | 1.4 | 1.6 | |
端 面 | ·k | ||||
K | 综 合 | 1 | 1.74 | 1.95 | 2.2 |
单 刀 | 0.5 | 0.74 | 0.95 | 1.2 | |
外 锥 | ·k | ||||
K | 综 合 | 1 | 1.65 | 2.45 | 3.5 |
单 刀 | 0.5 | 0.65 | 0.8 | 0.925 | |
锥 孔 | ·k | ||||
K | 综 合 | 1 | 2.3 | 3.25 | 3.5 |
单 刀 | 0.5 | 0.65 | 0.8 | 0.925 | |
钻 孔 | =50 (回屑时间 L>40时取用) | ||||
铰 (扩) 孔 | |||||
滚 花 |
(续)
节 距 | 0.5 | 1 | 1.5 | |
1 | 1.3 | 1.7 | ||
切 槽 | B<8 B≥8 1.B——槽宽 2.t——槽深 3. (内孔系数)。 4. (有形位公差系数)。 | |||
切 断 | (实心件取0) | |||
说 明 | 1.D——直径(锥体大端直径)。 2.d——孔径(锥体大端直径)。 3.L——加工长度。 4.K——光洁度系数。 5.G——重量(公斤)。 6.S——螺距。 7.M——模数。 8.R——半径。 |
单位:分
车 外 元 | ·k = (刚性系数,L≥10d时用,否则=1) L、d——为影响刚性的长度与直径尺寸。 | ||||
K | 综 合 | 1 | 1.85 | 2.4 | 4 |
单 刀 | 0.5 | 0.85 | 1.4 | 1.6 | |
车 孔 | ·k = (L≥3d时用) | ||||
K | 综 合 | 1 | 2 | 3.4 | 4 |
单 刀 | 0.5 | 1 | 1.4 | 1.6 | |
端 面 | ·k | ||||
K | 综 合 | 1 | 1.7 | 2.4 | 3 |
单 刀 | 0.5 | 0.7 | 1.4 | 2 | |
外 锥 | ·k | ||||
K | 综 合 | 1 | 1.63 | 2.46 | 3.91 |
单 刀 | 0.5 | 0.63 | 1.03 | 1.14 | |
锥 孔 | ·k | ||||
K | 综 合 | 1 | 2.92 | 4.48 | 4.78 |
单 刀 | 0.5 | 0.63 | 1.03 | 1.41 | |
钻 孔 | =50 (回屑时间 L>40时取用) | ||||
铰 (扩) 孔 | |||||
滚 花 |
(续)
节 距 | 0.5 | 1 | 1.6 | |
1 | 1.3 | 1.7 | ||
切 槽 | B<8 B≥8 1.B——槽宽 2.t——槽深 3. (内孔系数)。 4. (有形位公差系数)。 | |||
切 断 | (实心件取0) | |||
说 明 | 1.D——直径(锥体大端直径)。 2.d——孔径(锥体大端直径)。 3.L——加工长度。 4.K——光洁度系数。 5.G——重量(公斤)。 6.S——螺距。 7.M——模数。 8.R——半径。 |
单位:分
准 终 时 间 | T68 | T611 | T612 | ||||
一般 | 30 | 35 | 40 | ||||
中等 | 50 | 60 | 70 | ||||
复杂 | 80 | 90 | 100 | ||||
说 1.一般——三个以内加工工步校正简单。 2.中等——五个以内加工工步校正要求高。 明 3.复杂——六个以上加工工步精密校正。 | |||||||
倒 角 | 内角 外角 | ||||||
D | 50 | 100 | 200 | 300 | 400 | ||
H | 1 | 内 | 0.125 | 0.23 | 0.44 | 0.65 | 0.92 |
外 | 0.178 | 0.33 | 0.63 | 0.92 | 1.31 | ||
2 | 内 | 0.19 | 0.3 | 0.52 | 0.74 | 0.96 | |
外 | 0.27 | 0.43 | 0.74 | 1.15 | 1.36 | ||
3 | 内 | 0.26 | 0.37 | 0.6 | 0.83 | 1.06 | |
外 | 0.36 | 0.53 | 0.85 | 1.18 | 1.5 | ||
装 卸 公 式 | 工 作 台 或 弯 板 装 卡 | 手搬 <20 (公斤) | 简单 | ||||
中等 | )×1.58 | ||||||
复杂 | )×2.38 | ||||||
吊车 ≥20 (公斤) | 简单 | ||||||
中等 | )×1.48 | ||||||
复杂 | )×2.17 | ||||||
说 明 | 1.简单——一面找正。 2. 中等——二面以上找正。 3. 复杂——百分表找正。 | ||||||
硬质合金盘刀抄平面 | 棍刀铣槽 |
(续)
K | 1 | 1.3 | K | 1 | 1.2 | 1.4 | ||||
平旋盘抄平面 | 钻孔 | |||||||||
L——为走刀长度 | (回屑时间,L<40时,取0) | |||||||||
K | 1 | 1.4 | 1.79 | 3.1 | ||||||
短 刀 杆 镗 孔 | D<8 D≥8 | |||||||||
K | 1 | 1.58 | 1.88 | 3.2 | ||||||
穿镗杆镗孔 | ||||||||||
K | 1 | 1.4 | 1.79 | 3.1 | ||||||
铰(扩)孔 | 镗外元 | |||||||||
K | 1 | 1.3 | 2.01 | |||||||
刮 平 面 |
| |||||||||
镗 内 沟 槽 | B<5 B<8 |
(续)
B<15 | |||||
1.B——槽宽 2.t——槽深 3.D——孔径 4.——精度系数 | B精度等级 | ||||
五级以下 | 1 | ||||
五级和四级 | 1.3 | ||||
三级和二级 | 1.5 | ||||
材 料 系 数 | |||||
材料名称 | 铸铁 | 中碳 | 低碳 | 铸钢 | 铜 |
系数 | 1 | 1.25 | 1.25 | 1.6 | 0.75 |
说 明 | 1.本标准适用于T68、T611、T612及近似规格之镗床。 2.本标准按单件小批制定,其他批量可酌情以批量系数调整。 3.本标准系按铸铁材料加工编制,其他材料以材料系数调整。 4.K——光洁度系数。 5.——回屑时间公式。 6.——倒内外角系数。 7.——精度系数。 |
单位:分
准 终 时 间 | 简单 | 36 | 1.简单——三个以内视图,三件以内工量具。 2.中等——五个以内视图,五件以内工量具。 3.复杂——六个以上视图,六件以上工量具。 | |||
中等 | 42 | |||||
复杂 | 60 | |||||
装 卸 公 式 | ||||||
对 应 系 数 K | 四 爪 卡 紧 | 压 板 紧 固 | ||||
简单 | 中等 | 复杂 | 简单 | 中等 | 复杂 | |
1 | 1.41 | 1.5 | 1.5 | 1.56 | 1.86 | |
简单——划针粗找一个面。 中等——划针粗找二个以上面。 复杂——用千分表。 | ||||||
R | ||||||
K | 1 | 1 | 1.77 | 1.77 | ||
倒 角 | 2 | 4 | 6 | 8 | 10 | |
500 | 0.34 | 0.5 | 0.6 | 0.8 | 0.9 | |
100 | 0.5 | 0.8 | 1 | 1.3 | 1.6 | |
1500 | 0.6 | 1 | 1.5 | 1.9 | 2.3 | |
公式: | ||||||
V 形 槽 | — K=1 | |||||
直 槽 | ||||||
T形槽按本式乘系数2.1 | ||||||
K | 1 | 1 | 1.21 | |||
外 元 | ||||||
K | 1 | 1.45 | 1.94 | 2.47 | ||
内 元 | ||||||
K | 1 | 1.54 | 2.15 | 3 |
(续)
平 面 | |||||
K | 1 | 1.54 | 2.15 | 3 | |
外 锥 | |||||
K | 0.7 | 1 | 1.27 | 1.52 | |
内 锥 | |||||
K | 0.7 | 1 | 1.27 | 1.52 | |
修 正 系 数 | |||||
材料 | 铸钢 | 轧锻 | 铸铁 | ||
K | 1 | 0.71 | 0.58 | ||
机床 | 中立 | 小立 | 小立——小于2m。 中立——2m至3m。 | ||
K | 1 | 0.83 | |||
说 明 | 1.D——外元、内元锥度元大端及槽类顶元直径。 2.L——外元、内元加工长度及平面半径。 3.B——槽类宽度。 4.t——槽类深度。 5.R——元弧半径。 6.H——倒角高。 |
单位:分
准 终 时 间 | 简单 | 35 | 简单——视图三个以内,精度较低,一般量具。 中等——视图四个以上,3、4级精度,量具较精密。 复杂——视图四个以上,2、3级精度,精密量具。 | ||
中等 | 45 | ||||
复杂 | 60 | ||||
装 卸 公 式 | 装卡方法 | 复杂程度 | 基面 | 公式 | |
工作台上 | 简单 | 未加工 | |||
中等 | 已加工 | ||||
在垫块上 | 简单 | 已加工 | |||
工作台上 | |||||
在垫块上 | 未加工 | ||||
中等 | 已加工 | ||||
工作台上 | 未加工 | ||||
在垫块上 | |||||
复 杂 | |||||
简单——划针粗略找正,无刚度影响,松紧螺母方便。 中等——需仔细找正,略有刚度影响,需适当增加辅助支撑。 复杂——有2—3级精度要求及整形公差要求,千分表仔细校正, 有刚度影响,松紧螺母操作不方便。 | |||||
平 垂 面 | |||||
L——加工长 B——加工宽 | |||||
K | 1 | 1.15 | 1.53 | 1.95 | |
斜 面 | |||||
L——加工斜面宽 B——加工斜面长 | |||||
K | 1 | 1.37 | 2 | ||
直 槽 | |||||
L——直槽宽 t——直槽深 B——直槽长 | |||||
K | 1 | 1.15 | 1.53 | ||
T 形 | |||||
| |||||
K | 1 | 1.37 |
(续)
制 角 | 2 | 4 | 6 | 8 | ||
1000 | 0.22 | 0.42 | 0.62 | 0.82 | ||
2000 | 0.42 | 0.82 | 1.22 | 1.62 | ||
3000 | 0.62 | 1.22 | 1.82 | 2.42 | ||
4000 | 0.82 | 1.62 | 2.42 | 3.22 | ||
5000 | 1.02 | 2.02 | 3.02 | 4.02 | ||
公式: H——倒角高 | ||||||
材料系数 | 铸铁 | 碳钢 | 合金钢 | 注:材料系数及工况系数 均与T不单相乘。 | ||
K | 0.8 | 1 | 1.15 | |||
工 况 系 数 K | 1.一道工序分为两次刨时:粗刨:0.6,精刨:0.7 2.双刀加工:0.75 3.每次装卡工件10件以上0.9 高速钢。 | |||||
高 临 空 | H——工件基面离工作台高度 | |||||
薄 板 | S——板厚 | |||||
说 明 | 本标准适用于3m、4m、6m龙门刨床。 |
单位:分
准 终 时 间 | 简单 | 15 | 简单——二个以内视图,二种以内量具,虎钳夹紧,粗略找正, 以下。 复杂——三个以上视图,三种以上量具,压板压紧精确赵正。 | |||
复杂 | 35 | |||||
装 卸 公 式 | 虎钳卡固 | |||||
压板固定 | ||||||
平 面 | ||||||
K | 0.73 | 1 | 1.48 | 2.44 | ||
侧 垂 面 | ||||||
K | 0.73 | 1 | 1.36 | 2.44 | ||
斜 面 | ||||||
K | 0.73 | 1 | 1.36 | 2.63 | ||
直 槽 | ||||||
K | 1 | 1.42 | ||||
倒 角 | 公式: | |||||
H L | 1 | 3 | 5 | |||
100 | 1.06 | 1.17 | 1.28 | |||
200 | 1.1 | 1.33 | 1.55 | |||
300 | 1.17 | 1.5 | 1.83 | |||
400 | 1.22 | 1.66 | 2.1 | |||
材 料 系 数 | 材 料 | 碳 钢 | 铸 铁 | 合金钢 | ||
K | 1 | 0.8 | 1.25 | |||
说 明 | 1.符号说明:L——各工步加工部分长。 B——平斜面及槽宽。 H——垂面及倒角高。 t——槽深。 G——工件重量。 2.适用设备:B665类型牛头刨。 |
单位:分
准 终 时 间: 20 | ||
附 加 部 分 | 1.调换冷却液 40 2.更换砂轮 180 3.换虎钳胎、夹具 | |
装 卸 公 式 | ||
在磁盘上或平面胎上不校正,简单校正 | ||
在虎钳上或斜面胎上简单校正 | ||
在弯板胎上简单校正 | ||
高精度严整形 | ||
计 算 公 式 | ||
常用金属材料 碳钢、铸铁及粉末冶金等材料 | ||
无 形 位 公 差 | ||
单 件加 工单 面 | ||
多 件加 工单 面 | ||
有 形 位 公 差 | ||
单 件加 工单 面 | ||
多 件加 工单 面 | ||
特殊材料:轴承钢、弹簧钢(20CrMnTi、GCr15等) | ||
无形位 公差 | 多件加工单面 |
(续)
有严形位公差 | 多件加工单面 | |
一 切 可 磨 金 属 材 料 | ||
高精度严整形 | 单件加工双面整磨 | |
本公式适用高精度(一级精度)有严格的要求需要反复多次(垫纸拉表漏无等方法检测校正)磨削才能完成的工件。如薄阀片、量具体等。 | ||
说 明 | ||
1.F=BL,在中为轮廓尺寸,在中为磨削尺寸。 是精细(空磨)时间。 式中为多件加工的调整系数。计算出的时间为单件时间。单件时间乘以件数等于多件时间。 4.h为工艺规定的单面工序间余量,n为每盘码放件数。 5.本标准中各适用于平面磨床所能达到的任何一种光洁度。 |
单位:分
准 终 时 间: 25 | ||
附 加 部 分 | 砂轮直径 (分) D≥500(mm) 240 更换砂轮 D>300(mm) 180 D≤300(mm) 120 换冷却液 磨床长度>2000 60 磨床长度<2000 40 更换卡盘或胎具 30 | |
装 卸 公 式 | ||
顶尖直接顶活一般精度, 高精度严公差 | 手 动 | |
顶尖直接顶活一般精度 | 吊 车 | |
用芯轴或轴胎一般精度, 高精度严公差 | 手 动 | |
用芯轴或轴胎一般精度 | 吊 车 | |
顶尖直接顶活高精度严公差 | 吊 车 | |
用芯轴或轴胎高精度严公差 | 吊 车 | |
锥轴壮紧 | 手 动 | |
说 明 | 装卸活时间公式中的D、L是工件最大轮廓尺寸。 | |
外 元 (锥 元) | ||
端 面 | (用于无形位公差要求或要求不严胎具保证) | |
(用于有严格形位公差要求需谨慎测试件) |
(续)
K::工 况系 数的 选择 | 1.粗精合并磨外元无要求或虽有要求但容易保证者 1 2.单粗磨或单精磨 0.5 3.磨锥稍外元 1.2 4.磨轴承钢弹簧钢件 1.4 5.磨常用金属件(不管热处理状态如何) 1 6.磨单元素金属(电镀层) 1.6 7.对一级精度要求严格的形位公差 2 |
说 明 | 1.磨端面两公式中H为端面高度在5≤H≤50之间变化有效。 2.磨外元公式中(的L取工件总长,D取工件最小直径, 其它D、L取磨削尺寸。 3.加工尺寸L<40MM D<10MM时均以40MM和10MM代入。 |
单位:分
准 终 时 间: 25 | ||
附 加 部 分 | 1.调换冷却液 30 2.更换砂轮 40 3.换胎夹具 | |
装 卸 公 式 | ||
一端连接外元定位 | 高精度 严公差 | |
一 般 精 度 | ||
用三爪装卡 | ||
用四爪装卡 | ||
K:工况系数选择 | 1.常用金属(淬火与不淬火) 1 2.单元素金属(电镀层) 1.6 3.轴承钢、弹簧钢20CyMnTi等 1.4 4.铸铁或磨锥孔 1.2 5.磨端面无整形要求[T端]×0.25 | |
计 算 公 式 | ||
开机情况 | 一级精度(粗精不分) | |
磨 内 元 (锥元) | 日月连续开机(机床任务饱满,工作稳定) | |
间歇式开机(机床任务不饱,利用率不高) | ||
二、三级精度(粗、精不分) | ||
日月连续开机 | ||
间歇式开机 | ||
磨 端 面 | ||
进刀方式与要求 | 磨 端(肩)面 | |
切入 进给 | 度公差>0.005或不超二级精度 |
(续)
切入 进给 | 度公差≤0.005或一级精度要求 | |
靠 磨 | 度公差>0.005或不超二级精度 | |
度公差≤0.005或一级精度要求 | ||
说 明 | 中的D、L为外轮廓尺寸。 公式中的D、L为孔德加工直径与加工长度尺寸。 中的h为工艺规定的直径方向工序间余量,H为肩(端面)高。 4.若需里孔与端面一次磨成时需另增加30分钟换碗形砂轮时间。 |
单位:分
准 终 时 间 | ||||||
X62W~X63W | X52~X53 | Y63K | ||||
一般 | 15 | 30 | 40 | |||
中等 | 30 | 40 | 60 | |||
复杂 | 40 | 80 | 120 | |||
一般: 包括接受任务,领取工票,熟悉图纸工艺熟悉加工方法,点收另件、领还工量具 折装分度头、虎钳刀具螺丝压板、V型铁、平分盘、胎具、校准量具、尺寸换算、首件检查等。 中等: 除包括一般内容外增加洗四方、六方对双刀、折装小立铣头、平凡盘挂轮花键滚床装卸尾架及中心架等。 复杂: 除包括一般和中等内容外,增加卧铣花键找中心及调整双刀尺寸,铣凸轮及螺旋槽挂轮、装卸复杂胎具,拆装大立铣头等。 | ||||||
装 卸 公 式 | ||||||
=KG+b(注:G为工件重量) | ||||||
基面情况 | 装卡方法 | 找正方法 | 手动(G≤25Kg) | 吊车(G>25Kg) | ||
K | b | K | b | |||
已加工 已加工 | 虎 钳 | 目 测 划 针 | 0.048 0.1 | 0.31 0.85 | ||
已加工 已加工 | 工作台 | 目 测 划 针 | 0.08 0.16 | 0.76 1.74 | 0.022 0.022 | 3.36 6.36 |
已加工 已加工 已加工 | V型铁 | 目 测 角 尺 划 针 | 0.046 0.067 0.1 | 0.66 1.67 2 | 0.022 0.022 0.007 | 1.86 3.36 5.3 |
已加工 | 分 度 头三爪 | 目 测 | 0.075 | 0.43 | ||
基面情况 | 装卡方法 | 找正方法 | 手动(G≤25Kg) | 吊车(G>25Kg) | ||
K | b | K | b | |||
已加工 已加工 | 分 度 头后顶尖 | 目 测 划 针 | 0.06 0.16 | 0.6 0.94 | 0.007 0.007 | 3.07 4.1 |
已加工 | 分 度 前后顶尖 | 不找正 | 0.104 | 0.45 | 0.022 | 2.36 |
(续)
已加工 已加工 | 立式三爪 | 目 测 划 针 | 0.021 0.067 | 0.39 0.67 | ||
未加工 | 虎 钳 | 目 测 | 0.03 | 0.72 | ||
未加工 | 工作台 | 划 针 | 0.17 | 2.33 | 0.022 | 6.96 |
卧 铣 锭 槽 | ||||||
~ =(0.0016B+0.028)L+2.5 =(0.002B+0.05)L+3.2 B——槽宽 L——槽长 | ||||||
卧 铣 一 般 槽 | ||||||
=· K=0.8 K=1.25 L——槽长 t——槽深 | ||||||
卧 铣 切 断 | ||||||
~ t——切深 L——加工长度 B——切宽 | ||||||
卧 铣 两 侧 面(高速钢二面刃双刀) | ||||||
~ K=1.2 单片刀铣一侧面K=0.7 t——切深 L——加工长度 | ||||||
卧 铣 齿 条 | ||||||
硬质合金刀加工 K=0.6 M——模数 B——齿宽 Z——齿数 | ||||||
卧 铣 四 方(高速钢三面刃双刀) | ||||||
~ K=0.8 单刀加工 K=1.7 D——工件外径 L——加工长度 | ||||||
卧 铣 六 方(高速钢三面刃双刀) | ||||||
~ |
(续)
K=0.8 单刀加工 K=1.7 D——工件外径 L——加工长度 |
卧 铣 花 键(两侧面) |
卧 铣 花 键(底 径) |
本标准花键按两次铣成,两侧面用高速钢18 B——键宽 三面刃刀两把,底径用高速钢18元弧刀 L——花键有效长 |
卧 铣 离 合 器(直 齿) |
~ K=1.25 D——外径 Z——齿数 t——齿深 |
卧 铣 离 合 器(斜 齿) |
~ K=1.25 成形刀 K=0.8 D——外径 Z——齿数 t——齿深 |
卧铣平面(高速钢元柱铣刀) |
L——加工长度 B——加工宽度 |
卧铣平面(硬质合金刀盘) |
~ L——加工长度 B——加工宽度 |
卧 铣 键 轮 |
(续)
~ to——节距 B——齿宽 Z——齿数 |
卧 铣 油 槽 |
~ L——槽长 R——槽弧丰径 t——槽深 |
单位:分
立铣六方(高速钢元柱铣刀) |
~ K=0.8 合金刀 K=0.6 |
立 铣 键 槽 |
槽宽≤4 ~ 槽宽>4 ~ B——槽宽 L——槽长 |
立 铣 一 般 槽 |
槽宽≤4 ~ 槽宽>4 ~ L——槽长 B——槽宽 t——槽深 |
立 铣 油 槽 |
~ L——槽长 R——槽弧半径 t——槽深 |
月 牙 键 槽 |
~ t——槽深 B——槽宽 |
立 铣 钻 头 钻 孔 |
t——孔深 D——孔径 |
立 铣 扩 孔 |
t——孔深 D——孔径 |
卧 铣 棘 轮、尖 齿 离 合 器 |
(续)
K=1.2 t——齿深 B——齿宽 Z——齿数 |
花 键 滚 床 |
放磨尺寸 () 滚至尺寸() L:D>10 刚度系数K=0.0078+0.98 L——花键有效长 D——花键外径 |
立铣扁(高速钢元柱铣刀) |
~ K=0.8 注:加工深度或长度过大,可适当增加走刀次数。 D ——工件外径 t——加工深度 |
立 铣 元 弧 |
~ 或手赶元弧 K=1.2 ——元弧中心角(度) R——元弧半径 ——加工厚度 |
立铣平面(硬质合金刀盘) |
L——加工长度 B——加工宽度 |
立铣镗孔(合金刀) |
~ K=0.7 K=1.5 孔距平行垂直要求 K=1.2 t——孔深 D——孔径 |
立铣镗、浮铰、倒角(综合) |
t——孔深 D——孔径 |
(续)
立 铣 钻、扩、铰 孔(综 合) | |||
t——孔深 D——孔径 | |||
材 料 系 数 | |||
材 料 名 称 | 系 数 | 材 料 名 称 | 系 数 |
碳 钢 | 1 | 调质钢、合金钢 | 1.2 |
高 硬 合 金 | 2 | 铸 铁 | 0.8 |
不 锈 钢 | 1.7 | 铜 | 0.7 |
铸 钢 | 1.3 | 铝 | 0.6 |
使 用 说 明 | |||
1.本标准水平是按单位小批生产制订的。 2.多件加工,应按累计宽(长)度求出时间,被加工件数 除。 3.本标准除注明外,刀具材料均为高速钢,工件材料是 以钢为标准其他材料乘系数。 4.立铣高速钢刀铣平面,可参照卧铣高速钢刀铣平面标准。 |
八.制 齿 机 床1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准
单位:分
准 终 时 间 | |||||||||||
滚直齿 | 滚斜齿 | 插齿 | 饱伞齿 | 滚蜗轮 | 剃齿 | 齿倒角 | |||||
卡盘 | 心轴 | 支架 | 卡盘 | 心轴 | 支架 | 一联 | 二联 | ||||
45′ | 50′ | 120′ | 60′ | 70′ | 120′ | 30′ | 50′ | 120′ | 60′ | 30′ | 40′ |
装 卸 公 式 | |||||||||||
工 步 | 装 卸 重 量 | 装 卡 方 式 | 计 算 公 式 | ||||||||
滚 直 齿 、 斜 齿 蜗 轮 | 手 动 G≤20 Kg | 专用胎具 (心 轴) | 不校正 | T=0.00267·D+0.76 | |||||||
通用胎具 (卡 盘)粗 | 千分表找正 | T=0.0125·D+2.87 | |||||||||
通用胎具 (卡 盘)精 | T=0.014·D+3.3 | ||||||||||
吊 车 G>20 Kg | 专用胎具 (心 轴) | 不校正 | T=0.00375·D+2.45 | ||||||||
通用胎具 (支架)粗 | 千分表 | T=0.00317·D+2.73 | |||||||||
专用胎具 (卡 盘) | 不校正 | T=0.01167·D+5.67 | |||||||||
专用支架精 | 千分表 | T=0.01125·D+7 | |||||||||
工 步 | 装 卸 重 量 | 装 卡 方 式 | 计 算 公 式 | ||||||||
插外齿 | 专用胎具 (心 轴) | 不校正 | T=0.0064·D+3.08 | ||||||||
通用胎具 (心 轴)粗 | 千分表找正 | T=0.002·D+0.7 | |||||||||
通用胎具 (心 轴)精 | T=0.0067·D+3.56 | ||||||||||
插内齿 | 专用胎具 (压 板)粗 | 不校正 | T=0.0025·D+1.75 | ||||||||
专用胎具 (压 板)精 | 千分表 | T=0.0065·D+5.45 |
(续)
饱伞齿 | 卡 头 | T=0.002·D+0.5 | |||||
心 轴 | T=0.002·D+0.6 | ||||||
剃齿 | 心 轴 | T=0.004L+0.002D-0.02 | |||||
齿倒角 | 心 轴 | T=0.0175·D-0.75 | |||||
使 用 说 明 | |||||||
1.本标准按单件制定,如遇多件加工时,须按累计长度来计算,再除以件数即可。 2.对M≥4以上的不开荒饱齿加工,应乘以1.5系数,对齿宽B>20时乘以1.1,B>30时乘以1.2(M指模数、Z指齿数)。 3.装卸活时间标准中D指节径,L指齿长。 中已包括+ =××××+ | |||||||
工步 | 计算公式 | 修正系数 | |||||
材料K3 | 光洁度K4 | ||||||
Y38 滚 直 齿 | Z≤25 Z | 合金钢 | 45 | 铸铁 | |||
1.0 | 0.8 | 0.6 | 1.0 | 0.85 | 0.7 | ||
Z≥26~35 Z | |||||||
Z>36 Z | |||||||
Y38 滚 斜 齿 | 滚斜齿修正系数 | ||||||
15°以下 | 16°~30° | 31°~45° | |||||
1.1 | 1.15 | 1.25 | |||||
Y54 插齿 (内) | B<40 | 合金钢 | 45 | 铸铁 | |||
1.2 | 1.0 | 0.8 | 1.0 | 0.85 | 0.7 | ||
B>40 | |||||||
Y54 插外齿 | 插外齿修正系数 | ||||||
=× | |||||||
Y236 饱 齿 | 合金钢 | 45 | 铸铁 | ||||
1.2 | 1.0 | 0.8 | 1.0 | 0.85 |
(续)
Y38 滚蜗轮 | 铜铸铁 | 铁球45 | |||
1.0 | 1.2 | 1.0 | 0.85 | ||
Y4232A 剃齿 | 45 | 铸铁 | |||
1.0 | 0.9 | 1.0 | 0.85 | ||
A A 齿倒角 | 合金钢 | 45 | 铸铁 | ||
1.1 | 1.0 | 0.8 | 1.0 |
单位:分
准终时间 | 装卸活时间 | |||||
30 | ≤30 | >30 | ≤60 | >60 | ||
≤50 | 0.2 | 0.3 | ||||
51~100 | 0.5 | 0.8 | ||||
101~200 | 0.8 | 1.0 | ||||
201~300 | 1.0 | 1.2 | ||||
301~400 | 2.0 | 3.0 | ||||
拉 键 槽 | ||||||
拉 削 范 围 | 精 度 | 基 本 公 式 | ||||
B≤10 | ||||||
10<B<20 | ||||||
B≥20 | ||||||
键 槽 拉 刀 规 格 | ||||||
18~30 | 31~50 | 51~80 | 81~120 | 121~180 | 181~260 | |
3 | 525 | 730 | ||||
4 | 650 | 770 | ||||
5 | 630 | 750 | 870 | |||
6 | 610 | 720 | 830 | |||
8 | 660 | 780 | 1000 | 1140 | ||
10 | 730 | 860 | 1100 | 1260 | ||
12 | 730 | 870 | 780 | 890 | ||
14 | 660 | 820 | 940 | 1140 | ||
16 | 690 | 870 | 990 | 1200 | ||
18 | 720 | 910 | 840 | 1020 | ||
20 | 750 | 950 | 1080 | 1060 | 1340 | |
24 | 830 | 1060 | 960 | 1020 | 1280 |
(续)
拉 园 孔 花 键 | ||||||
拉削范围 | 精度 | 基本公式 | ||||
D | ||||||
6-25×22×6 6-90×80×20 | ≤80 | |||||
>80 | ||||||
园 孔、花 键 拉 刀 规 格 | ||||||
10~18 | 19~30 | 31~50 | 51~80 | 81~120 | 121~180 | |
380 | 440 | |||||
385 | 445 | |||||
410 | 450 | 520 | ||||
430 | 480 | 550 | 660 | |||
495 | 570 | 660 | 750 | |||
500 | 580 | 680 | 800 | |||
530 | 670 | 810 | ||||
25×22×6 30×26×8 | 415 | 500 | 600 | 880 | ||
32×28×8 38×33×10 | 415 | 555 | 675 | 910 | ||
40×35×10 55×50×14 | 555 | 735 | 925 | 1185 | ||
60×54×14 70×62×16 | 735 | 1105 | 1260 | 1460 | ||
75×65×16 90×80×20 | 1010 | 1365 | 1385 | 1510 | ||
使 用 说 明 | ||||||
1.本标准适用于L6110,L6120,L6140卧式拉车。 2.刀具材质:高速钢;工件材质:。 3.光洁度: 4.表中B表示键槽宽,L=拉刀全长-190(拉刀工作行程长度)。 |
单位:分
简 图 | 准 终 时 间 | 装 卸 公 式 | ||||
| 复杂 程度 | 时间 (分) | 装卡 方法 | 手动 | 吊车 | |
一般 | 30 | 装在回转盘上 | 眼 | T=0.138G+0.78 | T=0.0214G+3.858 | |
划 | T=0.84G+0.99 | T=0.0214G+5858 | ||||
复杂 | 40 | 装在三爪上 | 眼 | T=0.073G+0.44 | ||
划 | T=0.065G+0.69 | |||||
插槽、插内六方计算公式 | ||||||
插 槽 | B | L | 铸铁 | 碳钢 | ||
<5 | 30以下 | T=0.285t+1.74 | T=0.34t+1.74 | |||
T=0.577t+1.97 | T=0.688t+1.99 | |||||
>5 | 30 以下 | |||||
31 ~ 70 | ||||||
71 ~ 120 | ||||||
内方六 | B | L | ▽ | 铸 铁 | 碳 钢 | |
H<30 按30计算 | ||||||
使 用 说 明 | ||||||
1.本标准使用于B516K 2.刀具材质:高速钢。 工件材质:45#铸钢。; 3.加工精度:4-5级,▽3-▽4 ;2-3级,▽5-▽6 。 4.表中H表内方高、L表槽长、内方展开长、B表槽宽、t表槽深、G表零件重量公斤。 5.准终中一般指直接装卡,复杂作用螺丝压板装卡。 |
最 终 时 间 | ||||
摇 臂 钻 立 钻 | 装卸方法 | T准 | 装卸方法 | T准 |
三爪装卸 | 36 | 在台虎钳上 装校并紧固 | 30 | |
在平面上不紧固 | 25 | |||
在平台上 螺丝紧固 | 30 | 1在模具胎具 上装校并紧 | 60 | |
在组合卡具 工校正装卸 | 50 | 在平台上用螺 丝压板紧固 | 40 | |
在弯板或工作台侧面装卸 | 45 | |||
台 钻 | 装卸方法 | T准 | 装卸方法 | T准 |
元 夹 具 | 19 | 装夹虎钳 | 21 | |
装卸弯板 | 24 | 将工作台移角度 | 21 | |
装卸模具 | 23 | 装卸三爪 | 21 | |
上下调整工作台 | 有中间工作台 | 20 | ||
无中间工作台 | 22 | |||
符号说明 | 批量系数 | |||
D: 钻铰、扩、锪、划得直径及攻丝 公称尺寸。 L: 钻孔、攻丝长度。 K1:材料系数。 K2:工作状况系数 | 单件 | 1-2件 | 1.5 | |
小批 | <20件 | 1.2 | ||
中批 | 20-40件 | 1 | ||
大批 | >40件 | 0.8 | ||
装 卸 方 式 | ||||
摇 臂 钻 立 钻 台 钻 | 装卸种类 | 复杂程度 | 手动G≦25kg | 吊车G≧20kg |
三爪装卸 | T装=0.35×G0.195 | |||
在平面上不紧固 | T装=0.25×G0.195 | T装=0. 50×G0.277 | ||
在平台上用 螺丝紧固 | T装=0.50×G0.195 | T装=0.90×G0.277 | ||
在组合卡具 工校正装卸 | 简 单 | T装=0.40×G0.195 | T装=0.64×G0.277 | |
复 杂 | T装=0.50×G0.195 | T装=0.90×G0.277 | ||
在弯板或工作 台侧面装卸 | 简 单 | T装=0.56×G0.195 | T装=1.06×G0.277 | |
复 杂 | T装=0.68×G0.195 | T装=1.40×G0.277 | ||
在模具胎具 上校正装卸 | 简 单 | T装=0.60×G0.195 | T装=0.95×G0.277 |
(续)
复 杂 | T装=0.76×G0.195 | T装=1.20×G0. | ||
在平台工用螺丝 压板紧固 | 简 单 | T装=0.45×G0.195 | T装=0.55×G0.277 | |
复 杂 | T装=0.60×G0.195 | T装=0.85×G0.277 | ||
在台虎钳上 装校并紧固 | 简 单 | T装=0.35×G0.195 | ||
复 杂 | T装=0.50×G0.195 | |||
摇 臂 钻 | ||||
钻模钻孔 | T不=×K | |||
划线钻孔 | T不=×K | |||
扩 孔 | T不=×K | |||
攻丝<M8 | T不=×K | |||
攻丝≥M8 | T不=×K | |||
立 钻 | ||||
钻模钻孔 | T不=×K | |||
划线钻孔 | T不=×K | |||
扩 孔 | T不=×K | |||
攻丝<M8 | T不=×K | |||
攻丝≧M8 | T不=×K | |||
台 钻 | ||||
钢料钻孔 | T不=×K | |||
铸铁钻孔 | T不=×K | |||
通 用 部 分 | ||||
铰直孔 | T不=×K | |||
铰锥孔 | T不=×K | |||
正划平面 | T不=×K |
(续)
吊划平面 | T不=×K | |||||||
锪埋头 | T不 | 倒 角 | T不 | |||||
修 正 系 数 | ||||||||
钻 孔 K1 | ||||||||
钢 | 铜 | 铝 | 铸铁 | 铸钢 | 合金钢 | 不锈钢 | 调制刚球铁 | 胶木绝缘材料 |
1 | 0.6 | 0.5 | 0.7 | 1.2 | 1.2 | 1.8 | 1.1 | 0.5 |
攻 丝 K1 | ||||||||
铸铁 | 铜、铝 | 钢、球铁、调质制钢 | 合金钢、铸钢 | 不锈钢 | ||||
1 | 0.9 | 1.8 | 2 | 2.5 | ||||
台 钻 K2 | ||||||||
钻不透孔 | 钻斜孔 | 震动性严重 | 攻不透孔 | 攻细牙螺纹 | ||||
1.1 | 1.3 | 1.3 | 1.2 | 0.9 | ||||
使 用 说 明 | ||||||||
1.根据图纸和工艺要求,按加工方法和工步种类选择相应的准终时间和T装和T不的计算公式。 2.摇臂钻、立钻钻模钻孔已推入回屑时间,划线钻孔已推入借眼回屑时间。 3.台钻锪埋头、倒角、铰孔和划平面时间按通用部分计算,攻丝按立钻乘0.8系数。 4.准终时间一般查给固定部分时间。(即摇臂、立钻查给在平台上不紧固;台钻查给无夹具其他可能出现项目,随项目出现查给。 5.T装时间按装卸方法分简单、复杂两种计算。 简单:划线粗找。 复杂:划针精找,千分表找正。 |
单位:分
画 线 准 终 时 间 | ||||||
简单 | 21 | 复杂 | 35 | |||
装 卸 方 式 | ||||||
装卸形式 | 校正方法 | 手动G≦25kg | 吊车G>25kg | |||
平台分度头 | 角 尺 | T装=G0.53×0.56 | T装=G0.24×2 | |||
画线盘 | T装=G0.53×0.66 | T装=G0.24×3 | ||||
V型铁 | 角 尺 | T装=G0.53×0.80 | T装=G0.24×4 | |||
画线盘 | T装=G0.53×1.00 | T装=G0.24×5 | ||||
专用卡具 | 角 尺 | T装=G0.53×1.10 | T装=G0.24×6 | |||
划线盘 | T装=G0.53×1.30 | T装=G0.24×7 | ||||
借 料 系 数 | ||||||
简 单 | T不乘系数 | 1 | ||||
复 杂 | T不乘系数 | 1.3 | ||||
说明 | 准终:借料复杂程度的划分 简单:表面光滑整齐。 复杂:需要添加辅助支撑物 | |||||
划 圆 弧 公 式 | ||||||
已加工面 | T不=0.006D+0.95 | |||||
未加工面 | T不=0.006D+1.04 | |||||
单 涂 色 | T不=0.0007D+0.22 | |||||
系 数 | 不方便:1.25 | |||||
打 心 板 公 式 | ||||||
木 | T不=0.08+1.3 | |||||
铅 | T不=0.003+1.07 | |||||
系 数 | 不方便:1.25 | |||||
画 直 线 公 式 | ||||||
已加工面 | T不=0.00214L+0.98 | |||||
未加工面 | T不=0.0022D+1.03 | |||||
系 数 | 不方便:1.2 | |||||
直 线 分 等 份 公 式 | ||||||
10等份 | T不=(L0.36×0.0154+0.001L)×K | |||||
等分数 | 20 | 30 | 40 | 50 | 75 | 100 |
K 值 | 1.32 | 1.27 | 1.6 | 1.83 | 1.97 | 2.48 |
系 数 | 不方便:1.2 |
(续)
画 圆 弧 分 等 份 公 式 | ||||||||||
3等份 | T不=(0.16+0.003D+0.83)×K | |||||||||
等分数 | 4 | 5 | 6 | 8 | 10 | 12 | ||||
K 值 | 1.37 | 1.58 | 1.12 | 1.45 | 1.8 | 1.27 | ||||
等分数 | 16 | 20 | 24 | 32 | 40 | 48 | ||||
K 值 | 1.8 | 2.15 | 1.96 | 2.33 | 3.37 | 3.8 | ||||
系 数 | 不方便:1.3 | |||||||||
分 度 头 分 等 份 公 式 | ||||||||||
T不=(0.1264+0.24 (Z为等分数) | ||||||||||
注:画线所有时间单位为分 | ||||||||||
使 用 说 明 | ||||||||||
1.画针每上下移动一次、计算一次时间、不得多线相加。 2.画线式时的不方便情况是指高空作业或者在竖立面、倾斜面工作 | ||||||||||
刮 研 准 终 时 间 0.25(小时) | ||||||||||
计算公式 | 单位:小时 | |||||||||
刮研平面 | 刮燕尾基面 | 刮导轨基面 | ||||||||
5级精度8点 | T单= | T单= | T单= | |||||||
4级精度12点 | T单= | T单= | T单= | |||||||
3级精度16点 | T单= | T单= | T单= | |||||||
2级精度20点 | T单= | T单= | T单= | |||||||
1级精度25点 | T单= | |||||||||
0级精度25点以上 | T单= | |||||||||
各 种 刮 研 系 数 | ||||||||||
材料系数 | 铸铁 | 1 | 钢件 | 1.8 | 铜件 | 0.8 | 铝件 | 0.6 | 胶木 | 0.5 |
配合面刮 削 系 数 | 用标准平板 | 燕尾槽 | 导轨 | 三角对研 | ||||||
1 | 0.75 | 0.85 | 1.4 | |||||||
刮研系数 | 凌空刮 | 刮后刮 | 平面斜度在45°左右 | 平面斜度大于60° | ||||||
1.8 | 0.75 | 1.3 | 1.6 | |||||||
说明 | 刮研计算公式计算 出的时间单位为小时 | 符号说明 | L:刮研长度 B:刮研宽度 |
单位:分
准 终 时 间 | |||||||||
简单 | 20 | 复杂 | 25 | ||||||
装 卸 公 式 | |||||||||
简单调转 | T装=0.125G+0.175 | ||||||||
中等调转简单装卸 | T装=0.125G+0.375 | ||||||||
复杂调转中等装卸 | T装=0.1G+0.7 | ||||||||
复杂装卸 | T装=0.125G+0.875 | ||||||||
板 牙 套 扣 公 式 | |||||||||
T不=(0.00292-0.0038)(D-13)2+0.052L+0.216 | |||||||||
板 牙 套 扣 常 用 时 间 表 | |||||||||
5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
5 | 0.65 | 0.61 | 0.54 | 0.5 | 0.48 | ||||
10 | 1.05 | 1 | 0.85 | 0.78 | 0.74 | 0.74 | |||
15 | 1.17 | 1.16 | 1.11 | 1.04 | 1 | 1.04 | 1.11 | ||
20 | 1.43 | 1.42 | 1.37 | 1.3 | 1.26 | 1.26 | 1.3 | 1.37 | 1.42 |
25 | 1.69 | 1.68 | 1.63 | 1.56 | 1.52 | 1.52 | 1.56 | 1.63 | 1.68 |
手 攻 丝 公 式 | |||||||||
T不= | |||||||||
修 正 系 数 | |||||||||
标准螺纹 | 1 | 细牙螺纹 | 0.9 | 管螺纹 | 0.97 | ||||
铸 钢 | 碳 钢 | 铸 铁 | 铸 铜 | 铝 | |||||
1 | 0.82 | 0.62 | 0.56 | 0.5 | |||||
工作方便(台、虎钳) | 1 | 工作不方便(装配现场) | 1.2 | ||||||
说 明 | 1.准终包括内容有:手工锯削、板牙套扣、手攻丝、卧键、手电钻 2.板牙套扣与手攻丝修正系数相同。 | ||||||||
手 攻 锯 削 公 式 | |||||||||
| |||||||||
园 料 | T不单= | ||||||||
管 料 | T不单= | ||||||||
方 料 | T不单= |
(续)
式中:D为园料直接(mm):H为方料边长(mm) F为管料截面积(mm)2:F=)2)2 | ||||||||||||
材料系数 | 碳 钢 | 铸铁 | 胶 木 | 铜 | 铝 | 特硬钢 | ||||||
1 | 0.8 | 0.6 | 0.85 | 0.7 | 1.3 | |||||||
常 用 时 间 表 | ||||||||||||
锯园料 | D | 5 | 8 | 10 | 12 | 14 | 16 | 18 | 21 | |||
T不单 | 1.11 | 1.41 | 1.68 | 2.01 | 2.41 | 2.86 | 3.38 | 3.95 | ||||
锯管料 | D外×D内 | 10×8 | 14×10 | 17×13 | 22×18 | 25×21 | 29×25 | 35×30 | 44.5×38 | |||
F | 28.21 | 75.4 | 34.2 | 126.8 | 144.44 | 169.56 | 255.13 | 421.24 | ||||
T不单 | 1.2 | 1.65 | 1.83 | 2.14 | 2.32 | 2.56 | 3.39 | 5.05 | ||||
锯方料 | H | 10 | 15 | 18 | 20 | 25 | 30 | 35 | 50 | |||
T不单 | 1.9 | 3.09 | 4.05 | 4.78 | 6.95 | 9.61 | 12.74 | 25.05 | ||||
矩形求出截面积代人方料公式取代H2 | ||||||||||||
状 况 系 数 | 六方按对角线长用园料公式计算后乘0.8。 型钢、槽钢、角钢按管料公式计算后乘1.2。 | |||||||||||
操作方便 | 操作不方便 | 薄板 | ||||||||||
1 | 1.2 | 1.3 | ||||||||||
截面与工作物角度 | 30° | 45° | 90° | |||||||||
1.3 | 1.5 | 1 | ||||||||||
卧 键 公 式 | ||||||||||||
T不单=0.075R2+6.5 | ||||||||||||
修 正 系 数 | ▽3 | ▽4 | ▽5 | 半修锉两圆头 | 单修锉单头圆头 | 单侧角卧键 | ||||||
1 | 1.15 | 1.3 | 0.8 | 0.4 | 0.2 | |||||||
常用时间:(卧键包括挫圆头至图纸尺寸及光洁度要求,倒角去毛刺及卧键) | ||||||||||||
4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 18 | 20 | |
▽3 | 7.7 | 8.38 | 9.2 | 10.18 | 11 | 12.58 | 14 | 17.3 | 21.2 | 25.7 | 30.8 | 36.5 |
手 电 钻 公 式 | ||||||||||||
T单= | ||||||||||||
材料系数 铸铁、铜、铝 | 1 | 钢 | 1.3 | |||||||||
代 号 说 明 | ||||||||||||
R:圆弧半径。 D:钻孔直径。 L:钻孔长度。 | ||||||||||||
常 用 时 间 表 |
(续)
D | L | |||||||||||||
3 | 2 | 3 | 5 | 7 | ||||||||||
5 | 2 | 3 | 5 | 7 | 8 | 10 | ||||||||
6 | 3 | 5 | 7 | 8 | 11 | 14 | 20 | |||||||
8 | 5 | 7 | 8 | 11 | 14 | 20 | 25 | 30 | ||||||
T单 | 0.2 | 0.3 | 0.48 | 0.62 | 0.98 | 1.16 | 1.28 | 1.59 | 1.86 | 2.3 | 2.67 | 2.98 | 3.48 | 3.88 |
钳 工 时 间 定 额 使 用 说 明 | ||||||||||||||
1.本标准中一些常用时间已在表中列出,超出此范围用公式计算。 2.准终复杂程度的划分:简单指在台钳上;复杂指在工作现场。 3.装卸活时间、简单:指有平行两面好装卡; 中等:指具有六个面以上的工作物,装卡不方便 复杂:指装卡面为凸面或凹面难以装卡的。 |
单位:分
准 终 时 间 | ||||||
简单 | 20 | |||||
复杂 | 25 | |||||
凿 削 平 面 公 式 | ||||||
T不=0.0207L-0.0047L+1.0658-0.465 | ||||||
符 号 说 明 | L:为加工长度(mm) | |||||
:为加工长度(mm) | ||||||
凿 毛 刺 | 简 单 | T不=0.015L | ||||
复 杂 | T不=0.03L | |||||
符 号 说 明 | L:为加工长度(mm) | |||||
修 正 系 数 | 铸 铁 | 1 | 铸 钢 | 1.3 | 钢 | 1.2 |
工作方便(台虎钳) | 1 | 工作不方便(装配现场) | 1.25 | |||
垂直面或侧面的凿削工作 | 1.3 | |||||
说 明 | 1.本标准以凿口宽20mm的凿子在台虎钳上凿铸铁件平面。加工厚度按≦2mm。凿削宽度是按20mm制定的,如果宽度>20mm,厚度>2mm时应按两次或多次加工计算时间。 2.凿毛刺简单是指零件外表毛刺。 复杂是指箱体内部及难下手处毛刺。 | |||||
凿 油 槽 公 式 | ||||||
T单= | ||||||
符 号 说 明 | R:为油槽圆弧半径。 | |||||
L:为油槽圆弧长度。 | ||||||
锉 削 圆 弧 公 式 | ||||||
T不=0.237(RL)0.53 | ||||||
符 号 说 明 | R为圆弧半径mm。L为工件长度mm。 | |||||
装 卸 公 式 | ||||||
简 单 | T=0.125G+0.375 | |||||
中 等 | T=0.1G+0.7 | |||||
复 杂 | T=0.125G+0.875 | |||||
符 号 说 明 | 式中G为工件重量 | |||||
锉 削 平 面 公 式 | ||||||
T不= - | ||||||
符 号 说 明 | F:为锉削面积(mm2) | |||||
:为加工厚度(mm) |
(续)
各 种 影 响 因 素 修 正 系 数 | |||||
铸铁 | 0.8 | 铜 | 0.7 | 铝 | 0.6 |
特 硬 钢 | 1.2 | 二 面 封 闭 | 1.4 | ||
二 面 封 闭 | 2.5 | 三 面 封 闭 | 4 | ||
与一个面配合 | 1.3 | 与两个面配合 | 1.7 | ||
虎 钳 装 卡 | 1 | 不能卡太紧的 | 1.5 | ||
锉 凸 面 | 1.2 | 锉 凹 面 | 1.4 | ||
二 级 精 度 | 1.5 | 三 级 精 度 | 1.2 | ||
四 级 精 度 | 1 | 五 级 精 度 | 0.9 | ||
锐 边 倒 角 公 式 | |||||
T单= | |||||
符号说明 | B:为倒角宽度(mm)。 | ||||
L:为倒角长度(mm)。 | |||||
锉 毛 刺 公 式 | |||||
锉 直 线 | 钢、铸钢 | T单=0.00878L0.767 | |||
铸 铁 | T单=0.00614L0.767 | ||||
锉 曲 线 | 钢、铸钢 | T单=0.00172L0.767 | |||
铸 铁 | T单=0.012L0.767 | ||||
符 号 说 明 | L:为工件毛刺长度(mm) | ||||
注 | 有色金属锉毛刺按铸铁件计算 | ||||
内 外 螺 纹 修 毛 刺 公 式 | |||||
内 螺 纹 | 外 螺 纹 | ||||
~M42 | T不单=0.04L+1 | ~M68 | T不单=0.06L | ||
~M64 | T不单=0.02L+1.5 | ~M130 | T不单=0.06L+1 | ||
~M100 | T不单=0.02L+2 | ||||
符 号 说 明 | L:为工件毛刺长度(mm) | ||||
说 明 | 1.说明修锉缺面毛刺另外修加工面毛刺时间。 | ||||
2.外螺纹修毛刺以每个部位设计给。 | |||||
修 凿 蜗 杆 不 完 全 牙 公 式 | |||||
T不单=(2.057N+2.543)M0.382 | |||||
符 号 说 明 | N:为蜗杆系数。 | ||||
M:为蜗杆模数。 | |||||
说 明 | 丝杆修槽不完整牙以螺距参照模数计算。 | ||||
用 扳 手 旋 螺 栓 帽 公 式 | |||||
T不单= | |||||
锉 毛 刺 公 式 | |||||
棘 轮 扳 手 | 1 | 死 活 眼 扳 手 | 1.25 |
(续)
套 管 扳 手 | 1.5 | 曲 轮 扳 手 | 0.8 | ||
双头螺栓 | 2 | 电动扳手 | 0.3 | 风动扳手 | 0.2 |
符号说明 | D:为螺栓直径。 L:为旋入长度(mm)。 | ||||
t:为螺栓。 : 为旋入圈数。 | |||||
用 改 锥 旋 螺 钉 公 式 | |||||
旋 沉 头 螺 钉 | T不单=(0.000315D2+0.0227) | ||||
旋 半 圆 头 螺 钉 | T不单=(0.000287D2+0.0207) | ||||
系 数 | 快速改锥 0.5 | ||||
说 明 | 公式中字母含义与扳手旋螺栓相同 | ||||
压 套,轴 承 公 式 | |||||
T不=×K 机压 K=1 手工 K=1.8 L-压入长度。 D-压入直径。 压入滚动轴承应按内外径各记一次。 | |||||
手 锤 打 字 公 式 | |||||
T单=0.2XY | |||||
符 号 说 明 | X:为每组字的位数。 Y:为打字的组数。 | ||||
修 正 系 数 | 在R上打字或打箭头 | 2 | |||
字头 ≦ ” | 1 | 字头 > ” | 1.2 | ||
校 直 公 式 | |||||
圆 料 | T单= | ||||
方 料 | T单= | ||||
系 数 | 型钢校直。为方料校直时间乘1.15. | ||||
符 号 说 明 | D:为圆料直径(mm); B:为方料(四方。六方)对边长或型钢宽(mm); L:为料长(mm)。 | ||||
计算公式中除注明外均以碳钢为1。 |
单位:小时
准 终 时 间 | |||||||||||||
代 号 数 列 | 1~5 | 6~10 | 10~15 | 16~20 | 21~25 | ≧26 | |||||||
T准终(小时) | 1 | 2 | 3 | 4 | 5 | 6 | |||||||
T单=1.3X+7.8 | |||||||||||||
式中:T单= T不单+T装; X为数列代号 | |||||||||||||
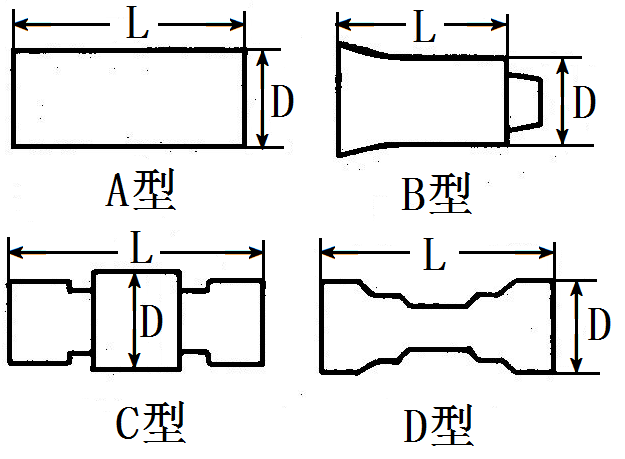
模 具 种 类 可 对 照 附 图 选 用 | |||||||||||||
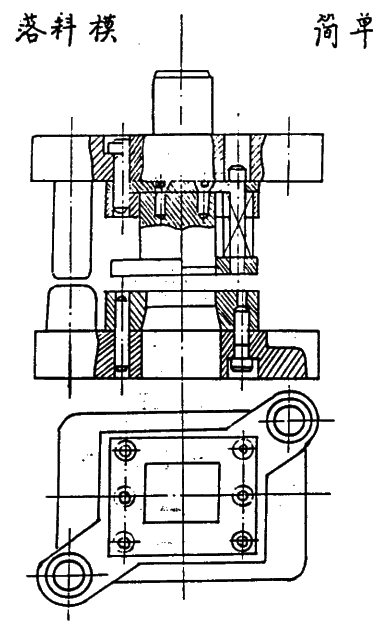
序号 | 模具 种类 | 令号 | 复杂程度 | 代 号 数 列 | 备 注 | ||||||||
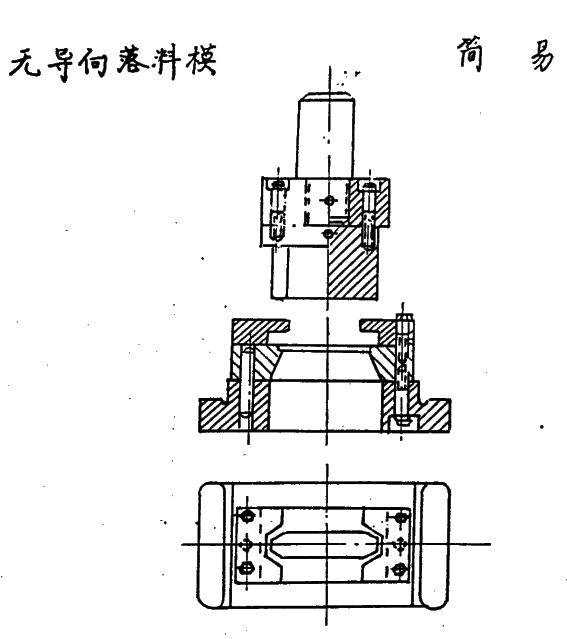
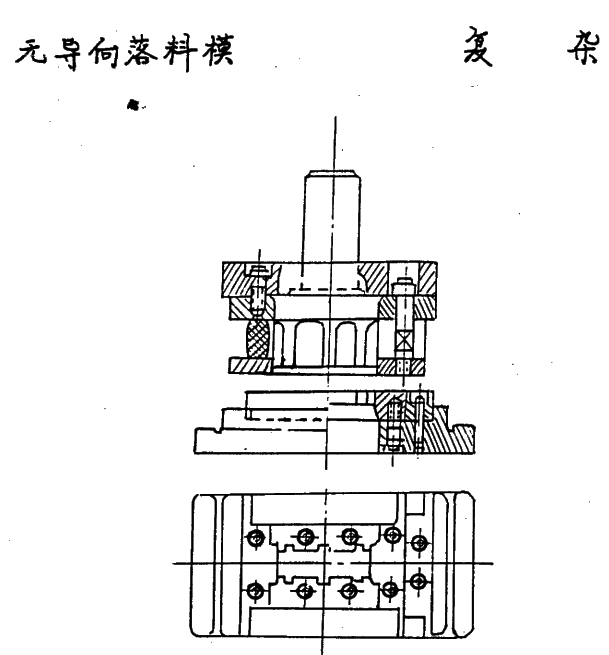
1 | 无导向落料模 | 1 | 简易 | 1 | 2 | 3 | 4 | 5 | 7 | 9 | 11 | 13 | 无导向简易模 |
2 | 复杂 | 4 | 5 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 在一般导向内放不下的模具、大型模 | ||
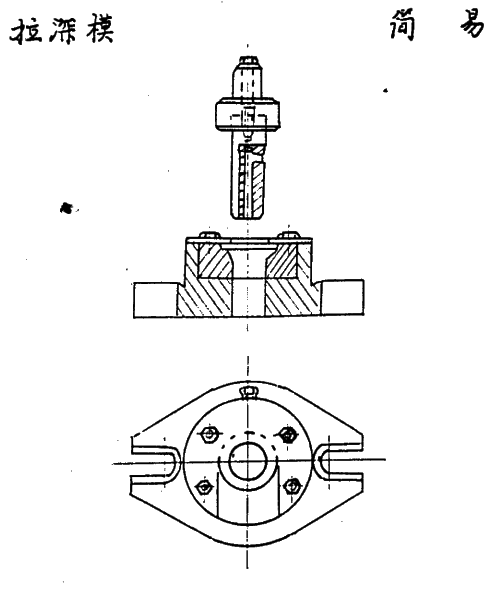
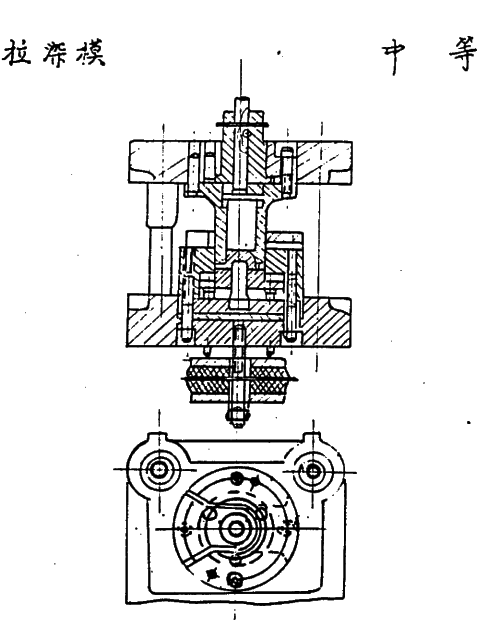
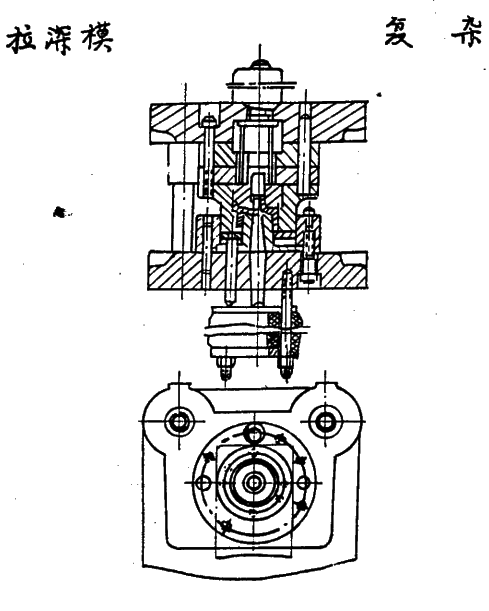
2 | 冷挤模 拉伸模 | 3 | 简易 | 3 | 4 | 5 | 6 | 7 | 9 | 11 | 13 | 15 | 1. 圆筒; 2.直径与高相等; 3.拉伸 高度<直径 |
4 | 中等 | 5 | 6 | 7 | 8 | 9 | 11 | 13 | 15 | 17 | 1.直径>40 2.高度>直径 | ||
5 | 复杂 | 7 | 8 | 9 | 10 | 11 | 13 | 15 | 17 | 19 | 拉伸件是方形的。 | ||
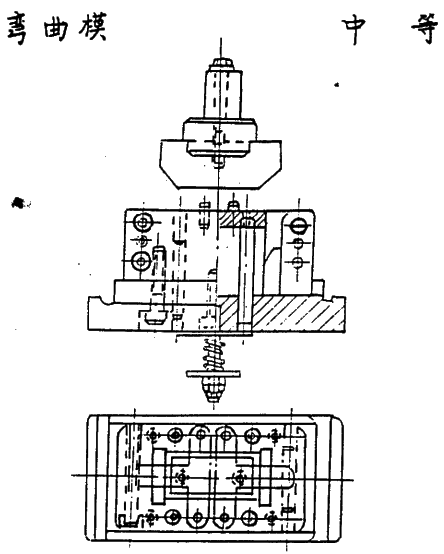
3 | 弯 曲 模 | 6 | 简易 | 4 | 5 | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 1.一次压一个角度圆弧; 2.查两个。 |
7 | 中等 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 18 | 一次压两个角或圆弧的 | ||
8 | 复杂 | 8 | 9 | 10 | 11 | 12 | 14 | 16 | 18 | 20 | 1.一次压三个角或圆弧; 2.压四个以上每增加一个另加4小时 | ||
4 | 整 形 模 | 9 | 简易 | 5 | 6 | 7 | 8 | 9 | 11 | 13 | 15 | 17 | 整形出一个平面 |
10 | 中等 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 18 | 整形出两个平面 | ||
11 | 复杂 | 7 | 8 | 9 | 10 | 11 | 13 | 15 | 17 | 19 | 整形平面带角度 | ||
5 | 有导向落料冲孔模 | 12 | 简易 | 5 | 6 | 7 | 8 | 9 | 11 | 13 | 15 | 17 | 料厚在0.5以上冲一孔或下料为一个几何尺寸 |
13 | 中等 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 18 | 料厚在0.3~0.4冲2~3孔或2~3个几何尺寸 | ||
14 | 复杂 | 7 | 8 | 9 | 10 | 11 | 13 | 15 | 17 | 19 | 料厚在0.1~0.2冲四个孔或者四个几何尺寸 |
(续)
序号 | 模具 种类 | 令号 | 复杂程度 | 代 号 数 列 | 备注 | ||||||||
6 | 铆 合 模 | 15 | 简易 | 6 | 7 | 9 | 11 | 13 | 15 | 17 | 19 | 22 | 铆1~3个点的 |
16 | 中等 | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 23 | 铆4~8个点的 | ||
17 | 复杂 | 8 | 9 | 11 | 13 | 15 | 17 | 19 | 21 | 24 | 铆9个点以上的 | ||
7 | 复 合 模 | 18 | 简单 | 7 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 内孔1~2个,外形尺寸为1~2个。 |
19 | 中等 | 8 | 9 | 11 | 13 | 15 | 17 | 19 | 21 | 23 | 内孔3~4个,外形尺寸为3~4个。 | ||
20 | 复杂 | 9 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 内孔5~7个,外形尺寸为5~7个。7个以上每增加一个增加6小时。 | ||
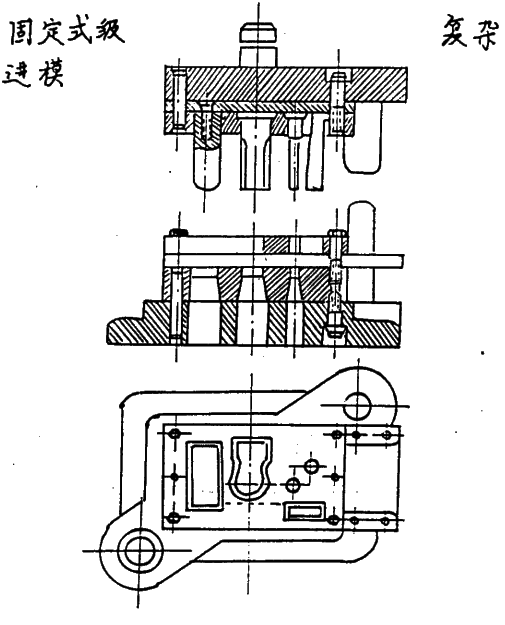
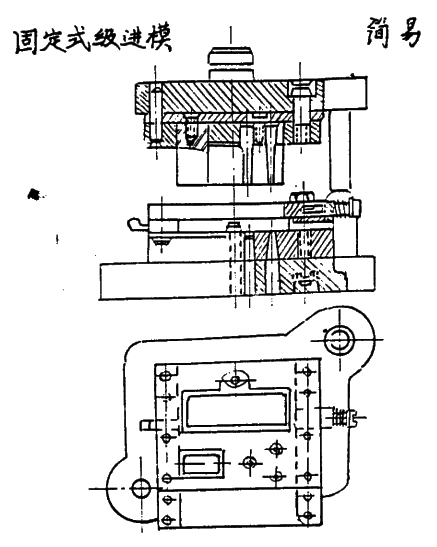
8 | 固 定 级 进 模 | 21 | 简易 | 8 | 9 | 10 | 11 | 12 | 14 | 16 | 18 | 20 | 一模出1~2个 |
22 | 中等 | 10 | 11 | 12 | 13 | 14 | 16 | 18 | 20 | 22 | 一模出3~4个 | ||
23 | 复杂 | 12 | 13 | 14 | 15 | 16 | 19 | 20 | 22 | 24 | 一模出5~6个,7个以上每增加一个另加6小时 | ||
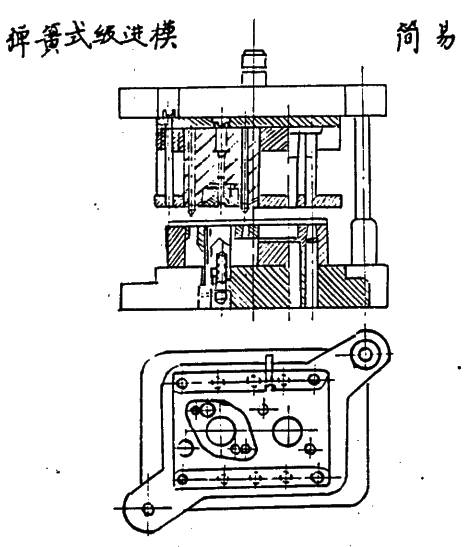
9 | 弹 簧 装 进 模 | 24 | 简易 | 9 | 10 | 11 | 12 | 13 | 15 | 17 | 19 | 21 | 一件一孔拉伸 |
25 | 中等 | 11 | 12 | 13 | 14 | 15 | 17 | 19 | 21 | 23 | 一件二孔拉伸 | ||
26 | 复杂 | 13 | 14 | 15 | 16 | 17 | 20 | 21 | 23 | 25 | 一件三孔拉伸,跳三步增加10小时。 | ||
凹 模 周界尺寸 | 长 × 宽 | 80× 60 | 100× 80 | 120× 100 | 140× 120 | 170× 140 | 200× 170 | 240× 170 | 280× 200 | 320× 240 | |||
使用说明: 先看模具种类,再看复杂程度,在凹模周界中查得数列值,而后将查得的数列值代人计算公式X中,得出结果为T单时间,已摊入布十休12%,并包括T装时间。T准时间每组装一套模具给一次。 |
单位:分
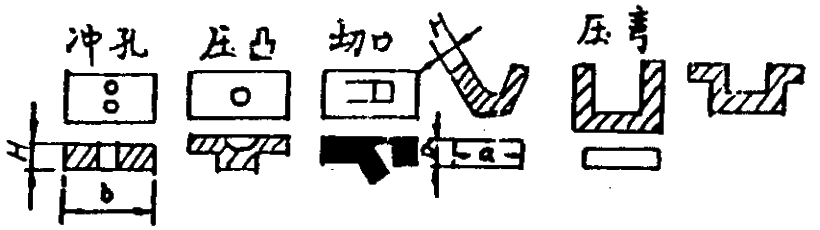
冲孔、压弯、切口、压凸冲次利用 | |||||||
| |||||||
面积a.bmm2 | 厚Hmm | 5-15 | 35-50 | 68-80 | 5-15 | 35-50 | 60-80 |
71以上 | 46-70 | 30-45 | 71以上 | 46-70 | 30-50 | ||
50以下 | 0.1-0.5 | 22 | 19 | 16 | 20 | 17 | 15 |
0.6-1.5 | 24 | 21 | 18 | 22 | 19 | 16 | |
50-500 | 0.1-0.5 | 22 | 19 | 16 | 20 | 17 | 15 |
0.6-1.5 | 24 | 21 | 18 | 22 | 19 | 16 | |
1.6-2.5 | 22 | 19 | 16 | 20 | 17 | 15 | |
2.5-4 | 20 | 17 | 15 | 18 | 16 | 14 | |
500 -1000 | 0.1-1 | 20 | 17 | 15 | 18 | 16 | 14 |
1.5-2.5 | 22 | 19 | 16 | 20 | 17 | 15 | |
2.6-4 | 20 | 17 | 15 | 18 | 16 | 14 | |
4.6-6 | 19 | 16 | 14 | 16 | 14 | 12 | |
1000 -2500 | 0.5-1 | 18 | 16 | 14 | 16 | 14 | 12 |
1.1-2.5 | 20 | 17 | 15 | 18 | 16 | 14 | |
2.5-4 | 18 | 16 | 14 | 16 | 14 | 12 | |
4.1-6 | X | 14 | 12 | X | 12 | 10 | |
2500 -5000 | 0.1-1.5 | 16 | 14 | 12 | 14 | 12 | 10 |
1.6-2.5 | 18 | 16 | 14 | 16 | 14 | 12 | |
2.6-4 | 16 | 14 | 12 | X | 12 | 10 | |
4.1-8 | X | 11 | 9 | X | 9 | 7 | |
5000 -10000 | 0.3-1.5 | 14 | 12 | 10 | X | 10 | 8 |
1.6-2.5 | 16 | 14 | 12 | X | 12 | 10 | |
2.6-4 | X | 12 | 10 | X | 10 | 8 | |
4.1-8 | X | 11 | 9 | X | 9 | 7 | |
10000 -50000 | 0.5-1.5 | 13 | 11 | 9 | X | 10 | 8 |
1.6-2.5 | 14 | 12 | 10 | X | 10 | 8 | |
2.6-5 | X | 11 | 9 | X | 10 | 8 | |
5.1-10 | X | 10 | 8 | X | 9 | 7 | |
50000 -100000 | 0.5-1.5 | 12 | 10 | 8 | 9 | 7 | |
1.6-2.5 | 13 | 11 | 9 | 10 | 8 | ||
2.6-5 | X | 10 | 8 | 9 | 7 |
(续)
5.1-10 | X | 19 | 7 | 8 | 6 | ||
说 明 | 1.正形与单冲相同; 2.复合模时本表选用冲次减2; 3.级进模时本表次减4; 4.拉伸时本表冲次减5。 | ||||||
冲孔、压弯、切口、压凸时间 | |||||||
面积mm2 | K 值 | T= 说明: 1.本标准为一人操作 2.单件小批X1.2 | |||||
500以下 | 1.172 | ||||||
501-1000 | 1.18 | ||||||
1001-2500 | 1.1938 | ||||||
2501-5000 | 1.22 | ||||||
5001-10000 | 1.224 | ||||||
10001-50000 | 1.24 | ||||||
50001-100000 | 1.252 | ||||||
落 料 冲 次 利 用 | |||||||
出 料 方 式 | 上 托 下 出 料 | 下 出 料 | |||||
原 冲 次 | <100 | >100 | <70 | 70-100 | >100 | ||
K 值 | 0.8 | 0.65 | 0.36 | 0.35 | 0.355 | ||
说明:选用冲次=KX(原冲次)小数点四舍五入。 | |||||||
落 料 单 件 时 间 | |||||||
T= | |||||||
落 料 辅 助 时 间① | |||||||
T辅=13.62 进距0.311 | |||||||
30-45 | 46-70 | 70以上 | 说 明 | ||||
100-459 | 无定位 | 20/0.0579 | 27/0.0433 | 35/0.0339 | 工作条件: 1.适用于各吨位冲床 2.成批大批生产; 3.一般较平压印
均为一人操作 | ||
定位 | 13/0.088 | 17/0.0678 | 22/0.0529 | ||||
460-2100 | 无定位 | 19/0.0626 | 25/0.0485 | 33/0.0376 | |||
定位 | 12/0.097 | 16/0.0737 | 21/0.057 | ||||
2101-10000 | 无定位 | 13/0.0951 | 17/0.0748 | 22/0.0599 | |||
定位 | 8/0.149 | 11/0.1108 | 14/0.0889 | ||||
终 准 时 间 | |||||||
使 用 模 具 类 型 | 不 调 模 制 板 | ||||||
无导柱 | 一般 | 150×100-300×200 | 44 |
(续)
无导柱 | 一般 | 350×250-500×300 | 53 | ||||
复杂 | 180×160-300×270 | 52 | |||||
350×320-500×430 | 56 | ||||||
500×430-600×450 | 70 | ||||||
有导柱 | 180×160-300×270 | 45 | |||||
350×300-500×430 | 50 | ||||||
1.需要对制版时加10分。 2.需要调模对制时加20分。 | |||||||
冲孔、压弯、切口压凸辅助时间② | |||||||
公 式 | T=K×面积+b | ||||||
面 积mm2 | 10000以上 | 500-10000 | 500以下 | ||||
K 值 | 0.00012 | 0.0018 | 20分 | ||||
B 值 | 37.8 | 21.2 | |||||
剪 材 冲 次 与 时 间 | |||||||
300以下 | 301-600 | 601-1000 | 1001-1500 | 1501-2000 | 2001-3000 | ||
角铁 | <25< 30 | 13/0.172 | 12/0.186 | 10/0.224 | 8/0.28 | 6/0.374 | 4/0.56 |
40 25 | 13/0.258 | 12/0.279 | 10/0.336 | 8/0.42 | 6/0.561 | 4/0.84 | |
扁方元 | >150mm2 | 19/0.122 | 17/0.13 | 14/0.156 | 11/0.198 | 9/0.262 | 6/0.392 |
>150mm2 | 22/0.086 | / | / | / | / | / | |
工作条件: 1.使用40-60吨冲床 2.成批生产 3.一般剪料模 | 说明: 1.扁.方.圆和25-30角铁为二人,40-50角铁为三人。 2.标准为单件时间。 |
| |||||
说 明 | |||||||
1 | 适用范围 | 1 | 大批大量生产类型 | ||||
2 | 5-80吨冲床 | ||||||
3 | 钢.铁.铜.铝硅片等 | ||||||
2 | 各工布时间均为单位时间。 | ||||||
3 | 辅助时间①②不单独使用 |
原 料 改 细 公 式 | 锤65-250kg | T单= |
D:锻前来料直径 L:来料长 d:锻后直径 |
锤300-500 kg | T单= | ||
锤750-1000 kg | T单= | ||
工作内容:伸长、整形、测量、切去两端余量。 | |||
锻 制 正 方 长 方 伸 长 公 式 | 锤65-250 kg | T单=14F-0.34(0.064D-0.08)×(0.0032L+0.88) | D:锻前来料直径 L:来料长 F:锻后截面积 |
锤300-500 kg | T单=33F-0.34(0.064D-0.08)×(0.0032L+0.4) | ||
锤750-1000 kg | T单=78F-0.33(0.04E-1.1)×(0.0015L+0.78) | ||
工作内容: 伸长、整形、测量、切两端余量。 说明: 1.锻造后长≦20D者,有清棱角要求的本表时间乘以系数1.3; 2.锻正方形伸长乘以0.8。 | |||
锻 制 齿 轮 坯 公 式 | 锤65-250 kg | T单=(0.035D+1.0)×(0.0008L+0.5) | D:锻后直径 L:来料长 |
锤300-500 kg | T单=(0.029D+2)×0.009L | ||
锤750-1000 kg | T单=(0.026D+2.6)×(0.005L+0.68) | ||
说明: 1.锻制合金钢、工具钢乘系数1.3。 2.冲齿轮孔≦480乘系数1.23。孔>80乘1.2。 工作内容:镦粗、冲孔、滚光、整形、测量、成形。 | |||
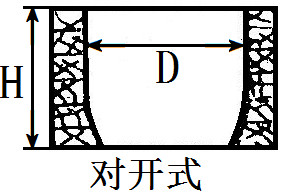
锻 制 套 环 公 式 | 锤65-250 kg | T单=[0.05(D+d)+0.5]×(0.0008L+0.5) |
D:锻后外径 d:锻后内径 H:锻后高 |
锤300-500 kg | T单=[0.03(D+d)+3.2(0.014H+0.2) | ||
锤750-1000 kg | T单=[0.04(D+d)+6]×(0.009H+0.24) | ||
工作内容: 镦粗、冲孔、整形、测量: 锻薄套需扩孔上过桥时: 130≦d<250δ≦20mm乘1.8。 200≦d<400δ≦30mm乘1.1。 | |||
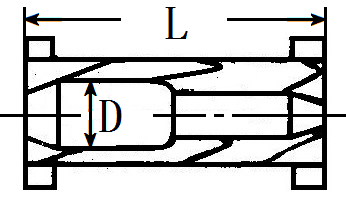
单 台 阶 轴 公 式 | 锤65-250 kg | T单=(0.048L+3)×(0.020d-0.02) |
|
锤300-500 kg | T单=(0.05L+0.5)×(0.03dL+0.07) | ||
锤750-1000 kg | T单=(0.03+15)×(0.0094d+0.2) | ||
超过物个台阶时附加时间 |
(续)
锤300-500 kg | d | 30 | 35 | 40 | 46 | 53 | 60 | 70 | 80 | D:锻前来料直径 L:来料长 F:锻后截面积 | |
T | 4 | 4.6 | 5.3 | 6.1 | 7 | 8 | 9.2 | 10.6 | |||
锤750-1000 kg | d | 80 | 95 | 110 | 130 | 150 | 180 | 210 | 250 | ||
T | 15 | 17 | 19.5 | 22.4 | 26 | 30 | 34.5 | 40 | |||
工作内容: 压槽、伸长、整形、测量、调直齐头。 |
单位:分
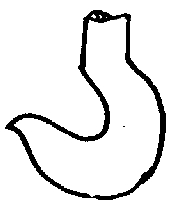
吊钩锻造 公 式 | 说明: 1.T为综合时间,X为起吊重量(吨)。 2.代环首加20%。 | 图 例 |
| |||||||||||||||||
公式T=3.75X2+41.25 设备锻锤150~205 kg | ||||||||||||||||||||
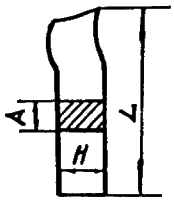
车刀锻造 公 式 | 说明: 1.T为综合时间。 2.锻立眼车刀乘系数2。 3.批量50上乘0.85。 4.HA<2000时用此标准。 | 图 例 |
| |||||||||||||||||
公式T=0.005L+1.25 设备锻锤400~500 kg | ||||||||||||||||||||
铇刀锻造 公 式 | 说明: 1.T为综合时间 2.批量50以上乘0.85。 | 图 例 |
| |||||||||||||||||
公式 AH<1350T0.01L+1.5 AH>1350T0.014L+2 设备:锻锤400~500 kg | ||||||||||||||||||||
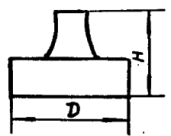
联轴器锻造 公 式 | 说明: 1、此表为锻造时间,自由锻乘2. 2、联轴代孔加1-2分钟 设备:锻造400~500 kg | 图 例 |
| |||||||||||||||||
公式T=0.05D+0.05H-3 设备:锻造400~500 kg | ||||||||||||||||||||
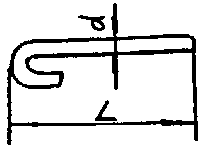
地角螺钉锻造 公 式 | 说明: 1.批量超过20件乘系数0.8。 | 图 例 |
| |||||||||||||||||
公式T=0.2d+0.004L-5 设备锻造150~250 kg | ||||||||||||||||||||
锻 造 时 间 标 准 总 说 明 | ||||||||||||||||||||
1.制定标准条件: 1)具备较完整的工艺。 2)工作地有专人下料,运料,送燃料。 2.标准适用范围: 1)适用于单件小批无型锻造的基本工序。 2)试制产品乘1.5。 3.加热时间是每炉时间,基本作业时间为台时。 4.批量调整系数 1~20件系数为1 21~50件系数为0.8 51~100件系数为0.75 100件以上系数为0.7 5.注意事项: 1)加热时间不乘批量系数。 2)使用操作机则时间不变。 3)夹板锉、压力机不能乘本标准。 | ||||||||||||||||||||
加 热 时 间 标 准 | ||||||||||||||||||||
单 件 重 量 (KG) | ||||||||||||||||||||
燃 料 | <5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 130 | 140 | 150 |
(续)
燃 料 | 每 炉 装 入 件 数 | |||||||||||||||||||
5~20 | 10~16 | 8~14 | 6~10 | 4~6 | 3~4 | 2~3 | ||||||||||||||
时 间 | ||||||||||||||||||||
原煤 | 16 | 20 | 23 | 27 | 32 | 37 | 43 | 50 | 56 | 63 | 71 | 80 | 90 | 100 | 112 | 125 | 140 | 157 | 076 | 197 |
煤气 | 12 | 14 | 17 | 20 | 23 | 27 | 32 | 37 | 42 | 47 | 53 | 60 | 67 | 75 | 84 | 90 | 105 | 118 | 132 | 148 |
1.往炉前运料中间清炉。2.漆煤。3.清料。4.扒大。 2.装料时炉子热到700°C~800°C,料装入炉内进行加热到1150°~2000°C | ||||||||||||||||||||
说明: 1.加热时间不包括点大烧炉时间,各厂按自己情况自行规定。 2.适用于单双室反射炉,其加热时间,按合理定员计算,标准为全员工时。 3.按工艺一次不能成形时,每增加一次中间加热,则标准时间乘0.9。 4.若用于手锻炉加热时,共每炉规定(5KG以下)16件,则由表中时间乘0.8。 5.标准中加热时间,只适用于尤3~50#(包括40#)其他工具钢,合金钢按各工艺规定执行。 6.装炉数量少于5件时,则表中时间乘0.6。 | ||||||||||||||||||||
设 备 定 员 标 准 | ||||||||||||||||||||
设备名称 | 设备规格 | 基本操作人员 | 加热 | 司机 | 合计 | |||||||||||||||
空气锤 | >500~1000kg | 4 | 1 | 1 | 6 | |||||||||||||||
空气锤 | 300~500kg | 3 | 1 | 1 | 5 | |||||||||||||||
空气锤 | 65~250kg | 2 | 1 | 1 | 4 |
单位:分
终 准 时 间 | ||||
工作内容 1.领取任务。 2.在工作地领取必须的工艺装置。 3.熟悉图纸及工艺要求 | 造 型 | 工 作 范 围 | 复 杂 程 度 | |
简 单 | 中 等 | 复 杂 | ||
小件造型下芯扣箱 | 10 | 15 | 20 | |
中件造型下芯扣箱 | 20 | 30 | 50 | |
大件造型下芯扣箱 | 48 | 78 | 90 | |
制芯 | 300dm3以下泥芯 | 5 | 15 | 20 |
300dm3以上泥芯 | 10 | 20 | 30 | |
说 明 | 1.本标准只对每一批任务而造与批量大小无关。 2.本标准以一人计算两人操作,准终=本标准准终×2×07 | |||
造 型 计 算 公 式 单位:小时 | ||||
潮 模 造 型 H=dm F=dm2 | ||||
计 算 公 式 | T=K[(0.0062H+0.0175)F2+4.4H-2] | |||
复 杂 等 级 | 1 | 2 | 3 | 4 |
K 值 | 1 | 1.45 | 1.9 | 2.5 |
小于3M2干模中小件造型 H=dm F=dm2 | ||||
计 算 公 式 | T=K(0.26H+0.63)F | |||
复 杂 等 级 | 1 | 2 | 3 | 4 |
K 值 | 1 | 1.15 | 1.3 | 1.45 |
大于3M2干模造型 H=dm F=dm2 | ||||
计 算 公 式 | T=K[(0.013H+0.055)F2+0.7H] | |||
复 杂 等 级 | 1 | 2 | 3 | |
K 值 | 1 | 1.15 | 1.3 | |
小于5M2砂箱刮板造型 H=dm F=dm2 | ||||
计 算 公 式 | T=K(0.24F+0.4)H+1 | |||
复 杂 等 级 | 1 | 2 | 3 | |
K 值 | 1 | 1.3 | 1.7 | |
大于5M2砂箱刮板造型 H=dm F=dm2 | ||||
计 算 公 式 | T=K(0.3F-0.24)H+0.7F-1 | |||
复 杂 等 级 | 1 | 2 | 3 | |
K 值 | 1 | 1.2 | 1.4 | |
挖地坑 V=M3 | ||||
计 算 公 式 | T=KV | |||
复 杂 等 级 | 1 | 2 | 3 | |
K 值 | 0.335 | 0.67 | 0.84 |
(续)
打地势 F=M2 | ||||
计 算 公 式 | T=KV | |||
复 杂 等 级 | 1 | 2 | 3 | |
K 值 | 1 | 1.3 | 1.5 | |
注:1.造型计算公式中除潮模造型时间单位为分外,其余为小时。 2.地坑刮板造型为同级砂箱刮板造型的1.3倍。 | ||||
小于20M2地坑造型 H=dm F=M2 | ||||
计 算 公 式 | T=K[(0.2H+0.17)F+0.7H+1.3] | |||
复 杂 等 级 | 1 | 2 | 3 | |
K 值 | 1 | 1.3 | 1.7 | |
大于20M2地坑造型 H=dm F=M2 | ||||
计 算 公 式 | T=K[(0.163H+1.45)F+2.5H-40] | |||
复 杂 等 级 | 1 | 2 | 3 | |
K 值 | 1 | 1.3 | 1.7 | |
制芯计算公式 单位:分 | ||||
圆柱泥芯 D=dm H=dm | T=(D+1.84)H+0.9D | |||
小于300dm3 泥砂芯V=dm3 | 计 算 公 式 | T=K×7.2V0.47 | ||
复 杂 等 级 | 1 | 2 | 3 | 4 |
K 值 | 1 | 1.7 | 2.4 | 3.2 |
大于300dm3泥砂芯V=dm3 | 计 算 公 式 | T=K×4.2V0.66 | ||
复 杂 等 级 | 1 | 2 | 3 | 4 |
K 值 | 1 | 1.5 | 2 | 2.5 |
自 硬 砂 为 同 级 泥 砂 芯 的 80%。 | ||||
下芯计算公式 单位:分 | ||||
小于30dm3下芯V=dm3 | 计 算 公 式 | T=0.509KV0.743 | ||
复 杂 等 级 | 1 | 2 | 3 | 4 |
K 值 | 1 | 2.2 | 3.2 | 4 |
30~300dm3下芯V=dm3 | 计 算 公 式 | T=(0.06V+4)K | ||
复 杂 等 级 | 1 | 2 | 3 | 4 |
K 值 | 1 | 1.5 | 2.2 | 2.8 |
大于3000dm3 下砂芯V=dm3 | 计 算 公 式 | T=K(0.077V+2) | ||
复 杂 等 级 | 1 | 2 | 3 | 4 |
K 值 | 1 | 1.4 | 2.1 | 3 |
扣 箱 计 算 公 式 | ||||
小于3m3 T=分 | 一级 T=24.3F+6 | |||
二级 T=26.7F+14 | ||||
大于3m3 T=时 | 一级 T=0.98F0.62 | |||
二级 T=0.98F0.71 | ||||
三级 T=0.98F0.82 |
(续)
说 明 | 1.潮模小件造型已包括下芯扣箱时间。 2.本标准适于铸铁件、陶土砂钢件造型乘以系数K=1.3。 3.中、小件造型若需两人以上者T=T算×0.75×人数。 4.新产品试制乘系数K=1.5。 5.H=砂箱及地坑高度、F=砂箱及地坑面积,V=用砂及出砂体积。 6.一般车间应具备起重设备,风动工具。 7.型砂辅料及芯铁由专人送到现场 8.本标准中小件造型制芯只适于一般工厂的铸造车间、大件、地坑、刮板造型适用于重铸车间使用。 9.一箱多件(单件起型)一件加0.5分。 10.本标准已包括步加休时间 |
小 件 造 型 与 下 芯 扣 箱 复 杂 程 度 分 类 条 件 | ||||
复杂程度因素 | 复 杂 程 度 特 征 | |||
Ⅰ | Ⅱ | Ⅲ | ||
模 型 形 状 | 直线或简单 的曲线表面 | 较复杂曲线表面无显著凹凸部分 | 较复杂曲线表面有显著凹凸部分或筋 | |
模型活动块数 | 无 | 2~3 | 3个以上 | |
加固凸砂或 吊 砂 | 下少量的钉子或桩片 | 用钩子或螺栓加固 | ||
强 | 弱 | |||
砂型插钉情况 | 不需要 | 插少量钉子 | 插较多钉子 | |
按装泥芯数目及复 杂 程 度 | 两个以下的简单泥芯、按芯头下芯不需调正。 | 三个以下简单的中等复杂程度的泥芯、按芯头下芯并加以调正及校正 | 三个以上中等复杂程度的泥芯、下芯后须准确的仔细的加以调正及校正 | |
砂型节数及活砂块 数 | 二节无活砂或抽砂 | 二节有活砂或抽砂 | 三节有活砂或抽砂 | |
工作方便程度 | 造型与扣箱不困难 | 造型与扣箱有困难 | 造型与扣箱困难 | |
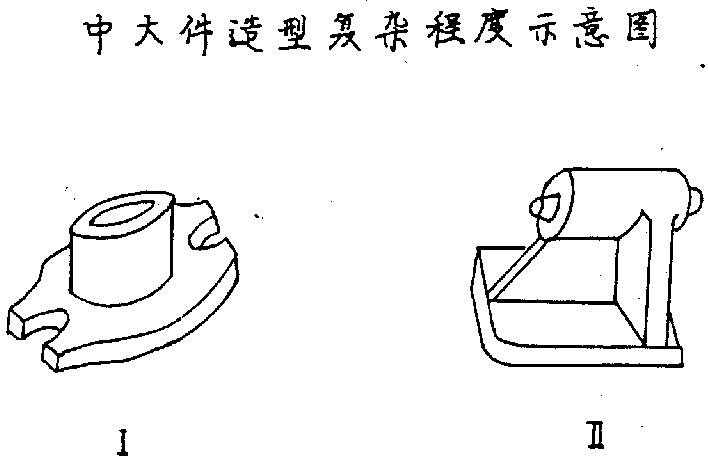
中 大 件 复 杂 程 度 分 类 | ||||
复杂程度因素 | 复 杂 程 度 特 征 | |||
Ⅰ | Ⅱ | Ⅲ | Ⅳ | |
模 型 形 状 | 正规几何形状有简单曲线表面 | 曲线表面不正规的几何形状 | 横断面形状复杂曲线表面、并有复杂凹凸部分 | |
无显著凹凸部分 | 有显著凹凸部分 | |||
砂 型 加 固 | 不需要 | 用钩子或螺栓加固部分砂型 | 按砂型各面安装钩子、杆子 | |
下较多的钩子 | 每m2下钩子50个以下或螺栓钩芯铁 | |||
模型活动块数 | 无 | 2个以下 | 5个以下 | 6个以上 |
砂型插钉情况 | 无 | 有部分需插钉 | 砂型地面全部插钉 | 砂型上面、地面全插钉 |
砂 型 节 数 | 二节 | 二节 | 三节 | 四节以上 |
造型、修型 方便程度 | 方便 | 较困难 | 困难 | 极困难 |
|
(续)
| |||||
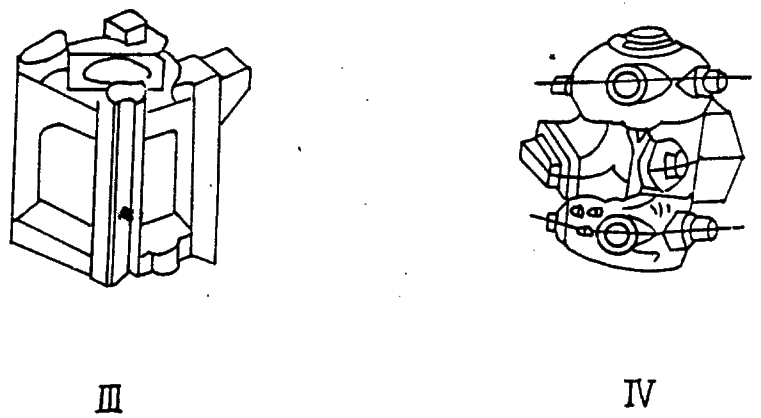
复杂程度因素 | 泥 芯 复 杂 程 度 特 征 | ||||
Ⅰ | Ⅱ | Ⅲ | Ⅳ | ||
泥芯表面形状 | 简单几何形状 | 横断面直线和曲线表面 | |||
凹凸情况 | 有简单的凹凸部分 | 有中等复杂的凹凸部分 | 有复杂的凸部份凹并有细筋 | ||
芯铁 系数 | 小型 泥芯 | 简单的铁丝或铸铁芯铁 | 弯曲芯铁但容易进行工作 | 不易装入芯盒的芯铁 | 特别复杂的芯铁 |
中大 泥芯 | 铸铁芯铁形状简单 | 芯铁形状复杂但造型工作容易 | 芯铁形状复杂不易装入芯盒 | 双重芯铁特别复杂需捆扎 | |
出气情况 | 扎气孔 | 填碳渣挖气道 | 放腊线及挖通气道 | ||
插钉情况 | 不需要 | 个别的 | 占泥芯体积1/2 | 占泥芯体积1/2以上 | |
工作方便程度 | 方便 | 较困难 | 困难 | 极困难 | |
泥 芯 复 杂 程 度 示 意 图 | |||||
| |||||
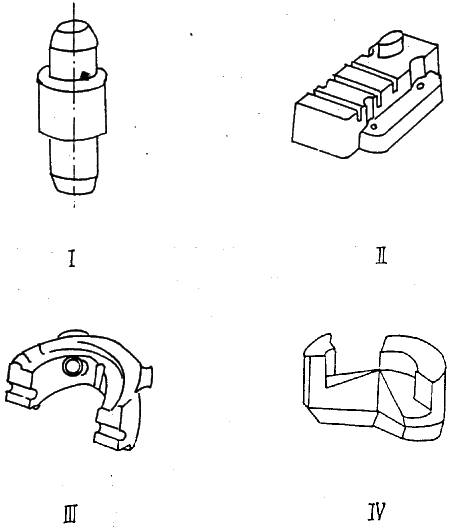
下 芯 扣 箱 复 杂 程 度 示 意 图 | |||||
|
(续)
类 别 | 等 级 | 下 芯 扣 箱 复 杂 程 度 特 征 |
下 芯 | Ⅰ | 1.泥芯下入砂型后、不需试装,不调整。 2.泥芯不用拉杆、螺丝、铁丝扎牢。 3.气路简单 |
Ⅱ | 1.泥芯下入砂型后需试装调整。 2.气路简单。 3.下芯后需拉杆螺丝、铁丝拉牢。 4.下芯前泥芯需要在砂床上翻身、稍微修理 | |
Ⅲ | 1.下芯需试装,调整1-2次、下芯有困难。 2.下芯后用螺丝拉杆在侧壁上下砂箱拉牢。 3.下芯需泥芯撑。 4.气路复杂,挖气路困难。 | |
Ⅳ | 1.下芯极困难。 2.泥芯需要侧壁上箱拉牢。 3.泥芯气路极复杂。 4.下芯前、泥芯需要在砂床上翻身。 | |
扣 箱 | Ⅰ | 清理型腔和装配砂型工作方便,装配两节砂型及安放4个 以下浇帽口。 |
Ⅱ | 清理型腔和装配砂型工作不方便,装配两节砂型及以上安放 4个以上浇帽口或卧做立浇。 |
单位:分
放样画线 准终:8分 虾 未 腰 节 管: | |||||
放样: T=0.125D+20N-15 画线: T=0.1D+20N-40 | |||||
说 明 | 长度>500mm 增加工时:30分 N=节数 | ||||
马 鞍 形 放 样: | |||||
与筒体相贯 | 正贯:T=0.05D+25 | 斜贯:T=0.1D+30 | |||
与封头相贯 | 正贯:T=0.16D+62 | 斜贯:T=0.15D+115 | |||
与锥体相贯 | 正贯:T=0.08D+95 | 斜贯:T=0.08D+174 | |||
画 线 | T=0.0357D+0.02L-5.7 | ||||
画线批量系数 | 画线 | 1-5件 | 6-10件 | 11-20件 | 20以上 |
K | 1 | 0.9 | 0.8 | 0.7 | |
斜 管 | 放样:T=0.05D+0.068H+6.267 画线:T=0.05D+0.056H-11.3 | ||||
天圆地方放样画线: T=0.0375B+0.036D+30 | |||||
四方锥斗放样画线: T= | |||||
画 线:T= | |||||
号孔 准终:15分 T= 形式系数: | |||||
剪切 准终:24分 剪 板 机:T= | |||||
说明:本世纪为四刀时间 | |||||
震 动 机:T= | |||||
批 量 系 数: | 6-10 | 11-20 | 20件以上 | ||
0.9 | 0.8 | 0.7 | |||
角 钢 剪 切:T= | |||||
说 明 | 规格只乘角钢单边,不等边角钢只乘大边。 |
(续)
型 钢 调 直 准终:20分 角 钢: T= | ||||
槽 钢: T= | ||||
批 量 系 数: | 件 | 6-10 | 11-50 | 20以上 |
K | 0..9 | 0.8 | 0.7 | |
工 字 钢: T= | ||||
说 明 | 1.角钢规格同角钢剪切同样使用 2.槽钢、工字钢规格LI 3.本时间为手工调直、若机器调直可乘0.3系数 | |||
平 板《九辊四辊》及压力机平板 准终:11分 板 宽(50~300mm): T= | ||||
板 宽(300~900mm): T= | ||||
板 宽(900~1600mm): T= | ||||
说 明 | 1.本时间均为台时。 2.若是手工平板可结合本单位具体情况以系数调正。 | |||
气 割 准 终 | 耗 气 量 | 1~3级 | 6.10级 | 6.15级 |
时 间 | 39分 | 77分 | 105分 | |
汽 切 钢 板: T= | ||||
半 自 动 汽 切: T= | ||||
汽 切 型 钢:角 钢:直 口 T=0.023×规格+0.35 | ||||
切 榫: T=0.345×规格+0.521 斜 口:T=0.0253×规格+0.385 | ||||
槽 钢:直 口 T=0.1886×规格+0.116 | ||||
切 榫: T=0.224×规格+0.5 斜 口:T=0.22×规格+0.42 | ||||
工 字 钢:直 口 T=0.1978×规格+0.419 | ||||
切 榫: T=0.225×规格+0.6 斜 口:T=0.22×规格+0.5 | ||||
说 明 | 有关规格惨见剪切扣型钢调直说明 | |||
扁 铁 煨 圆: T= 准终:120分 | ||||
说 明 | 10件以上可乘系数0.85 | |||
角 钢 圈 煨 制: 里 煨: T= | ||||
准 终:116分 外 煨: T= | ||||
说 明 | 外煨若用机器滚制可乘系数0.6 |
(续)
封 头 压 制:《水压机热压》 准 终:580分 | |
T= | |
说 明 | 本时间已包括校正在内,若是冷压可乘0.7系数 |
西瓜皮封头压制 《设备、水压机》 准终:500分 放 样: T=0.12D+204 | ||||||
压 制: T= | ||||||
画 线: T=0.55D+101 | ||||||
调 正 系 数 | 块 数 | <6 | 7 | 8 | 9 | 10 |
K | 0.9 | 1.1 | 1.2 | 1.3 | 1.4 | |
说 明:本标准只适用于6块,块数不同可乘系数调正。 | ||||||
管 子 弯 形 准 终:130分 | ||||||
盘 簧 管 每 圈 时 间: T= | ||||||
煨 90°管: T= | ||||||
煨1 80°管: T= | ||||||
说 明:若用机器煨制,可乘0.4系数。 | ||||||
筒体滚制:《设备:滚圆机》 准 终:92分 | ||||||
滚 筒 体 | ||||||
板宽(900-1300mm): T= | ||||||
板宽(1400-2000mm): T= | ||||||
滚 锥 体 | ||||||
高度:H=1000mm T= | ||||||
高 度 系 数 | H=400mm | H=600mm | H=800mm | H=1200mm | ||
K=0.6 | K=0.7 | K=0.8 | K=1.2 | |||
说明:本标准均已包括槽头在内。 | ||||||
钢板刨边:《设备:刨边机》 准终:10分 | ||||||
齐边:T= | ||||||
V30°坡口:T= | ||||||
V30°坡口:T= | ||||||
调正系数 | 张 | 2-5 | 6-10 | 11-20 | 20以上 | |
K | 0.85 | 0.7 | 0.6 | 0.5 | ||
说明:本时间为刨单张时间,若几张同时刨可乘系数调整。 | ||||||
钢板压90°:(设备:压力机) 准终:70分 |
(续)
T= | |||
说明:角度不同可以乘系数调正:>90°K=0.8 <90° K=1.4 | |||
角钢煨直角 准终:90分 | |||
T= | |||
说明:角度不同可以乘系数调正:>90°K=0.8 <90° K=1.4 | |||
弯板机: 《冷弯》《板宽500mm》 准终:20分 | |||
T= | |||
说明 | 板宽超过50mm乘系数调正 | ||
宽 | 1000mm | 1500mm | 2000mm |
K | 1.1 | 1.2 | 1.4 |
管卡压制:《板宽20-100mm》 准终:30分 | |||
T= | |||
修正系数 |
| ||
说明:本时间为手工煨制时间,若机器煨制可乘0.3系数。 | |||
钢板对接 准终:200分 | |||
T= | |||
说明:点焊是对接的50%单给。 | |||
装封头、锥体、平底: 准终:60分 | |||
装封头、锥体: T= | |||
装平底: T= | |||
说明:本时间已包括点焊在内。 | |||
缸体装角钢圈 :《点焊是装对的50%单给》 准终:40分 | |||
装里圈:T= | |||
装外圈:T= |
单位:分
圆筒对装: 准终:60分 | |||||
T= | |||||
说 明 | 点焊是装对的50%单给。 本时间是两12节对装,两节以上乘系数调正。 | ||||
节数 | 2 | 3 | 4 | 5 | 6 |
K | 1 | 2.1 | 3.1 | 4.2 | 5.2 |
把装试压: 准终:40分 | |||||
把装:T=(0.02D+1.2)N+0.9D+25.9 | |||||
试压:T=(0.03M3+1.6)G+10M3+12 | |||||
说明:本时间为水压一次上水时间,若是气压可乘0.3系数,D=螺栓直径,N=螺栓系数 | |||||
法兰与筒体(管子)对装 准终:80分 | |||||
法兰与筒体对装 | T=0.03D+1.82 | ||||
管法兰装在筒体上 | T=0.02D+5.1 | ||||
管法兰加垫装在筒体上 | T=0.02D+10.54 | ||||
管法兰装在筒体端头 | T=0.024D+7.2 | ||||
点焊是装对的50%单给。 | |||||
角钢板材花架组装 准终:450分 | |||||
T=0.6G+740 |
| ||||
说明:本时间适用于500KG以上工件,不足500KG使用单位自己给系数。 | |||||
汽包组装 准终:300分 | |||||
T=0.97G+650 |
| ||||
钢柱组装 准终:350分 | |||||
T=0.17G+526 |
| ||||
箱形大梁组装 准终:50分 | |||||
T=0.43G+1500 |
|
(续)
箱槽组装 准终:240分 | |||
T=0.33G+810 |
| ||
板梁组装 准终:500分 | |||
T=0.3G+780 俯 视 图 |
| ||
型钢件组合 准终:207分 | |||
T= | |||
小车架组装 准终:270分 | |||
T=0.82G+1700 俯 视 图 |
| ||
台车架组装 准终:400分 | |||
T=0.4G+1400 俯视图 |
| ||
碳弧气刨《每末时间》 准终:52分 | |||
T= | |||
说明:钢板边刨斜系数K=1.3,不锈钢K=1.1,铸钢K=1.2. | |||
准备、结束、时间内容: | |||
1 | 接受任务,听出指示 | 7 | 调整设备 |
2 | 领料、?料 | 8 | 准备胶管 |
3 | 熟悉图纸及工艺 | 9 | 准备生炉子 |
4 | 装卸校正专用用工具胎 | 10 | 准备工具 |
5 | 借用或归还工具 | 11 | 领取另件部件 |
6 | 制造简单工具样板 | 12 | 零件首件检查 |
说 明 | |||
1.符号说明:ø=圆管本身直径《内径》 D=直径《内径》 L=长度 δ=厚 B=宽 R=半径 H=高 M3=容积 N=组合件数 G=公斤 T=深度 规格=指只乘角钢单边,不等边角钢只乘大边,槽钢,工字钢只乘L#1# 2.组装时间内已包括点焊,校正时间在内部再单给。 |
单位:分
型钢结构架尖焊接(1≤300mm) 每米时间 | ||
搭接丁字 | 对角 | |
3-4.5 | T=+5.19 | |
4.5-18 | T=6.37 | |
6-18 | T=6.19 | |
20以上 | T=23.23 | T=23.63 |
不开坡口单面焊 | 不开坡口双面焊 | |
2-6 | T=+8.24 | T=+13.95 |
单坡口双面焊 | 带垫单坡口单面焊 | |
4.5-18 | T=8.85 | T=9.55 |
20以上 | T=26.08 | T=25.84 |
X型坡口双面焊 | ||
12以上 | T=0.272+50.72 | |
说明 | 对角焊 3mm 按厚度4.5mm算。 | |
钢板结构架焊接(L≦800mm)每米时间 | ||
搭接丁字 | 对角 | |
3-4.5 | T=+4.27 | |
4.5-18 | T=5.38 | |
6-18 | T=5.16 | |
20以上 | T=19.2 | T=19.59 |
(续)
不开坡口单面焊 | 不开坡口双面焊 | ||||||||||||
2-6 | T=+6.78 | T=+11.58 | |||||||||||
单坡口双面焊 | 带垫单坡口单面焊 | ||||||||||||
4.5-18 | T=7.48 | T=7.91 | |||||||||||
20以上 | T=21.48 | T=21.36 | |||||||||||
X型坡口双面焊 | |||||||||||||
12以上 | T=0.242+36.26 | ||||||||||||
说明 | 对角焊 3mm 按厚度4.5mm算。 | ||||||||||||
自动焊接时间 准终:在平地上25分,在转台上144分。 T= | |||||||||||||
自动焊接时间特征 | |||||||||||||
吊装工件 | 校头尾按板 | 拉焊线 | 吊装焊机轨道 | 校焊机轨道 | 装焊药 | 调正出线头 | 开关电源 | 调速试机 | 清扫焊药 | 返工件 | 合计 | 总计 | |
第一层 | 10 | 3.5 | 1.5 | 2 | 2 | 1.5 | 3.5 | 0.5 | 3 | 3 | 10 | 40.5 | 121 |
第二层 | 1 | 1.5 | 3.5 | 0.5 | 3 | 3 | 11.5 | ||||||
第三层 | 1 | 1.5 | 3.5 | 0.5 | 3 | 3 | 11.5 | ||||||
第四层 | 1 | 1.5 | 3.5 | 0.5 | 3 | 3 | 11.5 | ||||||
第五层 | 1 | 1.5 | 3.5 | 0.5 | 3 | 3 | 11.5 | ||||||
第六层 | 1 | 1.5 | 3.5 | 0.5 | 3 | 3 | 11.5 | ||||||
第七层 | 1 | 1.5 | 3.5 | 0.5 | 3 | 3 | 11.5 | ||||||
第八层 | 1 | 1.5 | 3.5 | 0.5 | 3 | 3 | 11.5 | ||||||
辅助时间说明 | |||||||||||||
本时间是根据不同钢板厚度确定焊接层次的如板厚50mm焊接层次为8层,时间为121分。如板厚为24mm单边层位4层,应为四层之和,即40.5+11.5×3=75。 |
(续)
大型钢板结构架焊接(L≦1600mm)每米时间 | ||
3-4.5 | T=+3.82 | |
4.5-18 | T=4.73 | |
6-18 | T=4.53 | |
20以上 | T=16.96 | T=17.14 |
不开坡口单面焊 | 不开坡口双面焊 | |
2-6 | T=+5.91 | T=+10.12 |
单坡口双面焊 | 带垫单坡口单面焊 | |
4.5-18 | T=6.37 | T=7.04 |
20以上 | T=18.7 | T=18.65 |
X型坡口双面焊 | ||
12以上 | T=0.22+33.59 | |
说明 | 对角焊 3mm 按厚度4.5mm算。 | |
筒体环缝焊接(L≦1600mm)每米时间 | ||
搭接丁字 | 对角 | |
3-4.5 | T=+3.37 | |
4.5-18 | T=4.12 | |
6-18 | T=3.89 | |
20以上 | T=15.02 | T=4.73 |
6-18 | T=4.53 | |
20以上 | T=15.02 | T=15.72 |
(续)
不开坡口单面焊 | 不开坡口双面焊 | |
2-6 | T=+5.21 | T=+8.89 |
单坡口双面焊 | 带垫单坡口单面焊 | |
4.4-18 | T=5.55 | T=5.8 |
20以上 | T=16.52 | T=16.58 |
X型坡口双面焊 | ||
12以上 | T=0.1822+26.99 | |
说明 | 对角焊 3mm 按厚度4.5mm算。 | |
二氧化碳气体保护焊 | ||
每米时间(分)公式(基+辅+布休) T=0.77 准终:25分 | ||
焊缝类别系数 | ||
立焊 K=2 45°立焊 K=1.5 横焊 K=1.5 仰焊 K=2.5 曲面平焊缝 K=1.2 | ||
说明 | ||
1.自动焊接时间用于制缝双面自动焊(包括手工打底)如焊环缝乘1.3系数。 2.本时间为两人操作时间。 3.14mm以下板厚直缝焊接均按厚板计算。 4.手把焊表中指焊肉大小。 5.焊ø600×1000mm单人操作。 6.焊ø2000×4000mm增加辅助工1人。 7.焊ø5000×6000mm增加辅助工2人。 8.夏季、冬季露天作业可乘系数1.05。 9.若用16mm焊条焊接可乘系数1.7。 |
本标准为焊接厚度12以上
1、本时间为两人操作时间。
2、14mm以下板厚直缝焊接均按厚板计算。
3、手把焊表中指焊肉大小。
4、焊ø600×1000mm单人操作。
5、焊ø2000×4000mm增加辅助工1人。
6、焊ø5000×6000mm增加辅助工2人。
单位:分
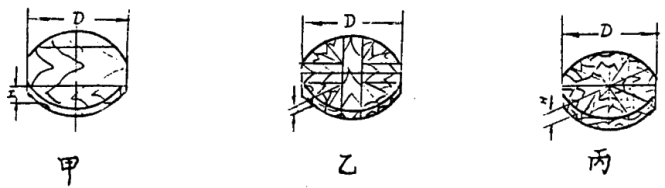
圆盘型拼料毛坯 |
3~9块: T= 10块以上: T= 说明:两公式时间均为甲丙时间,做乙型以1.2系数调整甲型每粘一层增加工时71%乙型为90%,丙型为80%。 |
制钢环毛坯 |
T= 说明:本时间为圈网于实料,遇有台的型网子应1.1系数调整 |
方板拼料毛坯 |
T= 说明: 1.刨平用手工合缝。 2.胶合要合理,纵横要垂直刨平。 3.每增加一层应增加工时70%。 |
粘 网 子 |
|
T= 说明:D300mm,H40mm,要交叉粘网子可乘1.2系数,两层插角粘网子应乘系数1.5。 |
T= 说明:插角粘网子可乘系数1.2。 |
T= 说明:插角粘网子可乘系数1.5。 |
T= 说明:本时间为实料工时,两层交叉粘网子应乘系数1.25。 |
T= 说明:1.平板胶合。 2.找中心孔划毛坯圆。 3.按毛坯圆将阶梯修正近似圆。 |
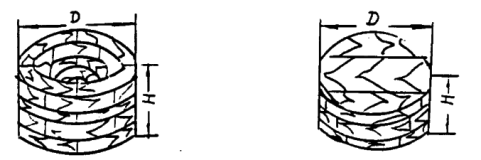
圆筒圆柱毛坯 |
T= 说明:做半圆筒的工时应以系数0.6调正。 |
(续)
圈 钢 圆 芯 合 |
T= 说明:1.圈钢环 2.锯总合对口并装定位销 3.做底板 4.总合内圆由车工车削。 |
板 框 结 构 总 合 |
T= 说明:本时间采用铣制工艺,不包括内圆弧表面加工, 如用菱苦土工艺可乘系数0.6。 |
层 板 结 构 芯 合 |
T= 说明:用二层板拼合的框架芯合应乘系数0.9。 |
层板夹加固板框芯合 |
T= 说明:如用菱苦土工艺可乘系数0.7调正。 |
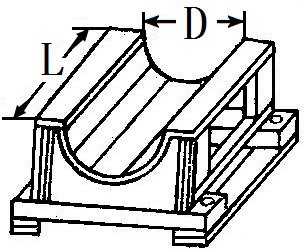
方 芯 合 |
T= 说明:框架采用钉连结构可乘0.9系数,二层板粘合可乘系数1.1。 |
(续)
端 盖 |
T= 说明:做F型应乘系数1.2. |
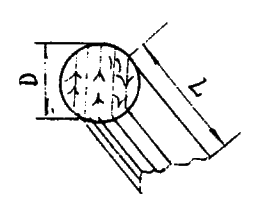
圆 轮 和 齿 轮 |
T= 说明:本时间仅适用本图例 |
圆 轮 和 齿 轮 |
T= 说明:本时间仅适用本图例 |
滑 轮 |
A T= B T= 说明:A手工时间;B为机器造型时间做半扇应乘0.5系数。 |
单位:分
操 纵 手 轮 |
T= 说明:本时间为A型时间,若作C型应乘0.7系数。
T= 说明:本时间仅适用于本图例。 |
圆 柱 异 形 体 |
T= 说明:本时间为A型时间不同型状不同系数。 |
圆 帽 口 |
T= 说明:本时间为A型时间若作C型乘0.8系数。 |
半 圆 球 |
T= |
齿 圈 |
T= 说明:本时间只包括车外园和平面,车内圆需要增加工时80%。 |
(续)
直 角 弯 管 铣 削 |
T= L=L1+L2 说明:在铣削半扇时应乘0.6系数。 |
直 圆 形 芯 盒 铣 削 |
T= 说明:本时间为A图时间,做C图应乘系数K=1.1。
T= 说明:本时间适用于B图。若加工D图应乘系数1.1. |
直 圆 形 芯 盒 铣 削 |
T= 说明:本时间只适用于本图例。 |
T= 说明:本时间为本图例不带帽口加工时间,若带帽口凸台应乘1.2系数。 |
T= 说明:本时间为A图时间,作C图应乘1.3系数。 |
(续)
T= 说明:本时间为D图时间,做E图应乘系数K=1.2。 |
三 通 管 铣 削 |
T= 说明:本时间只适用于本图例。L=L1+L2 |
异性圆形盒铣削 |
T= 说明:铣削半扇时可取60%的时间。 |
异性圆形盒铣削 |
T= 说明:铣削半扇时是本时间的60%。 |
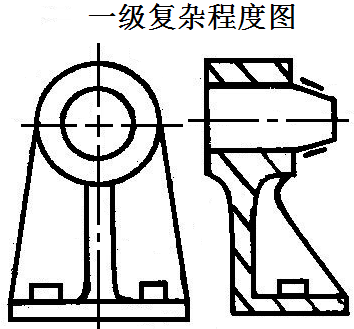
伸 图18181783835 |
一级复杂程度:T=38M2+30 二级复杂程度:T=77M2+56 三级复杂程度:T=120M2+114 四级复杂程度:T=168M2+232 |
符号说明: D=直径; L=长度; H=高度; R=半径; B=宽度。 |
除 锈 部 分 T= 分 |
喷 沙 除 锈 T=20.4 x人数 x M2 |
喷 沙 除 旧 漆 度 T=22.44 x人数x M2 |
手 工 除 锈 T=48.5 x M2 + 25 |
铸 铁 件 除 锈 T=102×M2×人数 |
手 工 除 旧 漆 皮 T=204 x M2 |
腻 子 部 分 T= 分 |
桐 油 腻 子 T=51 x 道数x M2 + 120 |
过 氯 乙 烯 腻 子 T=51 x 道数x M2 + 120 |
底 漆 部 分 T= 分 |
涂酚醛红底漆一道 T=6.12 x M2 x人数 |
涂酚醛灰底漆一道 T=40.8 x M2 x人数 |
涂环氧底漆一道 T=8.16 x M2 x人数 |
涂醇酸底漆一道 T=6.12 x M2 x人数 |
涂锌黄底漆一道 T=7.65 x M2 x人数 |
涂硼砚底漆一道 T=16.32 x M2 x人数 |
涂磷漆底漆一道 T=8.16 x M2 x人数 |
涂湿固化底漆一道 T=25.2 x M2 x人数 |
涂红丹防锈漆一道 T=4.59 x M2 x道数 + 4.2 |
面 漆 部 分 T= 分 |
涂硝基磁漆 T=19.38 x M2 x道数 - 3 |
涂胺基漆 T=163.75 x M2 x道数 - 15 |
涂醇酸磁漆 T=5.865 x M2 x道数 + 0.5 |
涂调和漆 T=6.63 x M2 x道数 – 0.6 |
(续)
涂湿固化聚胺基钾酸脂 T=33.575 x M2 x道数 + 0.1 | |
涂 大 漆 T=255 x M x道数 + 1 | |
特 艺 部 分 T= 分 | |
擦 光 T=6.12 x M2 + 0.1 | |
喷 字 4—10 字 T=0.94 x 公分 - 4 | |
机 床 部 分 T= 小时 | |
钻 床 | 摇 臂 钻 床 Z3025 K=1 Z37A K=1.8 Z335-1 K=1.1 Z37 K=1.5 Z35 K=1.2 Z310 K=1.8 Z35K K=1.4 |
立 钻 Z518 K=0.7 Z525 K=0.9 Z525B K=0.9 H5-3 K=0.6 | 台 钻 Z4001 K=0.2 Z4006 K=0.27 Z4002 K=0.3 Z4012A K=0.4 Z512-1 K=0.4 |
普 通 车 床 | C620车床 T=12.5×M2+6 C630 K=1.3 C640 K=2.8 C650 K=3.8 |
铣 床 | X62W铣床 T=9.5×M2+7.5 X61W K=0.95 X60W K=0.8 X63 K=1.2 |
(续)
牛 头 刨 床 | B665 T=12×M2+4.4 B6025 K=0.5 B=635 K=0.7 B6040 K=0.73 B650 K=0.8 B690 K=1.2 刨边机 K=3.9 |
磨 床 | M1432万能磨床 T=13.5×M2+9 M=120 L=0.9 M=1010 K=0.5 M250A K=1.1 |
说 明 | 1.本时间中涂漆部分均为手工时间,若是喷漆可以0.6系数调正。 2.本时间标准都按工艺要求进行,质量标准均按工艺要求。 3.机床部分喷漆都是以典型设备为准,不同的设备以不同的系数调正。 4.符号说明:M2—平方米、公分一字的大小。 |
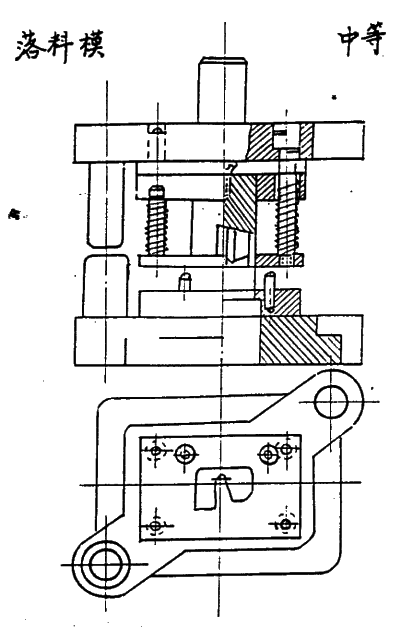
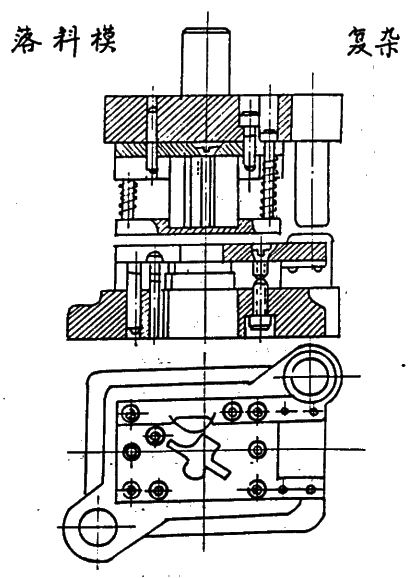
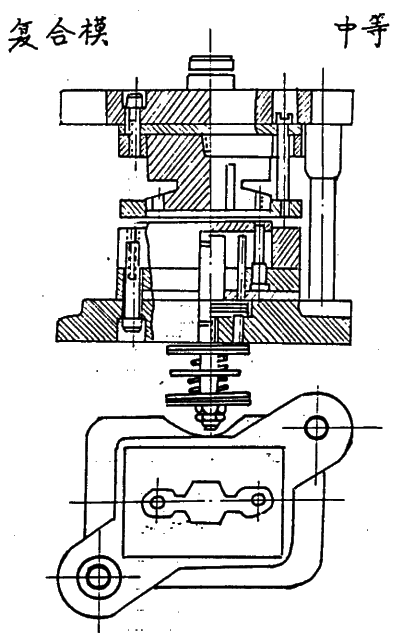
冷 冲 模 示 意 图 |
|
(续)
|
(续)
|
(续)
|
(续)
|
(续)
|
(续)
|
(续)
|
(续)
|
(续)
|
(续)
|
工种 | 适用设备范围 | 适 用 工 步 内 容 |
车 | C615 C616 C618 C620 C630 C650 | 车外圆,车端面,半孔车内锥,车外锥、钻孔,,铰扩孔,滚花,切槽、切断,钻中心头、倒角,倒尺角、车皮带轮槽,铣标准扣,铣梯形口,铣方形扣,车蜗杆,攻套扣,车圆球,车手枪,车凹R,车内孔密封槽,车端面密封槽,车端面T形槽 |
镗 | T61 T611 T612 | 盘刀抄面,平旋盘抄面,倒角,棍刀铣槽,钻孔,短刀杆镗孔,穿镗杆镗孔,铰扩孔,镗外圆,刨平面,镗内沟槽 |
立 车 | C512 C512A 2M 2.5M 2.7M | 车尺,倒角,V形槽,直槽,车外圆,车内圆,车平面,车外锥,车内锥 |
铣 | X62W X63W X52 X53 Y63K | 卧铣键槽,四方,六方,一般槽,花键(两侧面),花键(底径),切断,卧铣离合器(直齿)、(斜齿);两侧面,平面(高速钢)、(合金钢);齿条,卧铣键轮,油槽,棘轮,尖齿离合器,立键四方,六方,扁(高速钢)、(合金刀盘);键槽,一般槽,圆弧,立键平面(合金刀盘),油槽,月牙键槽,镗孔,镗浮铰倒角(综合),立建钻孔,扩孔,滚花键 |
牛头刨 | B665 | 平面,侧垂面,斜面,直槽,倒角 |
龙门刨 | 3M 4M 6M | 平垂面,斜面,直槽,T形槽,倒角 |
制 齿 | Y38 Y35 S32 Y315 Y310 Y54 Y236 Y4232A AM6A AM8A | 滚直齿,斜齿,蜗轮,插内齿, 外齿,刨齿,剃齿,齿倒角 |
插床 | B516K | 插槽,插六方 |
拉床 | L6110 L6120 L6140 | 拉键槽,圆孔,花键 |
磨 床 | M7120 M7130 M7120A M131W M1432 M1432A M1450A | 磨平面 磨外圆 磨外锥 磨端面 磨内孔 磨内锥 |
钻 床 | Z32K Z33 Z35 Z30 Z525 Z535 Z512 | 钻孔,扩孔,攻丝,铰孔,划平面,锪理头,倒角 |
冲 | 5~80吨 | 冲孔,压弯,切口,压凸,压印,校平,落料,剪料 |
锻 | 65kg 150kg 250kg 400kg 560kg 750kg 1000kg 空气锤 | 正方,长方伸长,园料攻细,单台阶及多台阶轴,套环,齿轮胚,吊钩,车刀,刨刀,联轴器,地脚螺钉 |
电 焊 | 交直流电焊机 自动电焊机 二氧化碳焊机 | T字搭接,对角焊,不开坡口单面焊,不开坡口双面焊,单坡口双面焊,带垫单坡口双面焊,X型坡口双面焊,自动焊,二氧化碳焊 |
铸造 | 造型,制芯,下芯,扣箱 |
(续)
工种 | 适 用 设 备 范 围 | 适 用 工 步 内 容 |
铆 | 剪板机,震动剪,角钢剪切机,调直机,冲剪机,油压机,水压机,摩擦压刀机,风压机,扁钢滚圆机,角钢滚圆机,半自动汽切机,仿形汽切机,九辊平板机,四辊平板机,弯管机,滚圆机,刨边机,弯边机,冲床,电焊机 | 放样,划线,号孔,剪切,调直汽切平板,扁钢煨圆,封头压制,管子弯形,筒体滚制,钢板刨边,钢板压90。角钢煨直角,弯板机弯板,管卡压制,钢板对接,装封头锥体平底,罐体装小钢圈,圆筒对装,把装试压,法兰与筒体对装,角钢板材花架组装,汽包组装,钢柱组装,箱形大梁组装,型钢件组合,箱槽组装,小车架组装,板梁组装,台车架组装,碳弧气刨 |
木 型 | 木工铣床 车床 圆据 代据 手压刨 压盖刨 | 圆盘形拼料毛胚,制钢环毛胚,方板拼料毛胚,粘网子,圆柱拼料毛胚,圈筒圆柱毛胚,圈钢圆芯合,板框结构芯合,层板结构芯合,层板夹加固板框芯合,方芯合,端盖,圆轮和齿轮,滑轮,操作手轮,圆柱异形体,元冒口,车圆球,齿圈,直角弯管铣削,直圆形芯盒铣削,三通管铣削,异形圆形盒铣削,仲圈 |
钳 | 划圆弧,划直线,划圆弧分等分,划直线分等分,打心板,分度头划线,刮研,(平面,燕尾基面,导轨基面)手工锯,板牙套扣,手攻丝,卧键,手电钻,凿削平面,凿油槽,凿飞刺,锉削圆弧,锉削平面,锐边倒角,锉木刺,内外螺纹修毛刺,修凿蜗杆不完整牙,扳手旋螺栓,攻锥旋螺钉,油泵压套轴,手锉压套轴,手锉打字,校直 | |
冷冲 | 冷冲模装配 | |
喷 漆 | 除锈部分, 腻子部分, 底漆部分, 面漆部分, 特艺部分, 机床部分 |
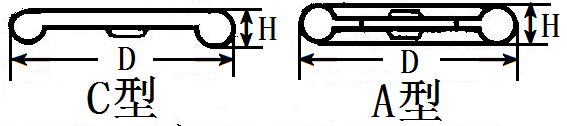
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
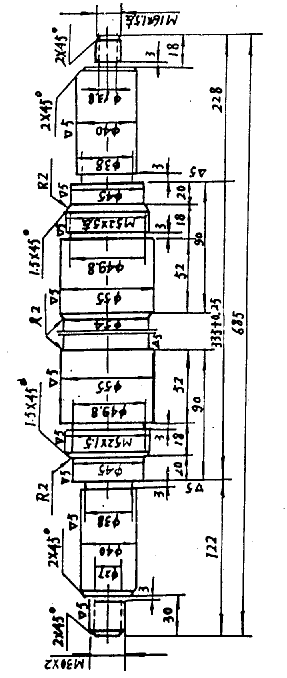
一 | 装卡 | 三爪顶尖 45#圆钢 12公斤 | 0.3 | 1.04 |
1 | 车外圆 | D=57 L=687 ▽5×= | () | 18.4 |
二 | 装卡 | 三爪中心架 | 0.2+0.4 | 1.09 |
2 | 车端面 | D=57 L=28.5 ▽3 | 1.02 | |
3 | 钻中心孔 | D=3 有保护体 | 查表 | 0.6 |
三 | 装卡 | 三爪中心架 | 同序号二 | 1.09 |
4 | 车槽面 | D=57 L=28.5 ▽3 | 同序号2 | 1.02 |
5 | 钻中心孔 | D=3 有保护体 | 查表 | 0.6 |
四 | 装卡 | 两端顶尖 | 0.2+0.2 | 0.89 |
6 | 车外圆 | D=55 L=650 ▽5 = | 同序号1 | 16.85 |
7 | 车外圆 | D=54 L=150 ▽4 = | 同序号1 | 2.55 |
8 | 车外圆 | D=52 L=170 ▽5 = | 同序号1 | 5.22 |
9 | 车外圆 | D=45 L=142 ▽5 = | 同序号1 | 4.47 |
10 | 车外圆 | D=40 L=122 ▽5 = | 同序号1 | 3.87 |
11 | 倒尺 | D=54 R=2 | 查表 | 0.22 |
12 | 倒尺 | D=45 R=2 | 查表 | 0.15 |
13 | 车外圆 | D=30 L=30 ▽5 = | 同序号1 | 2.05 |
14 | 倒角 | D=52 H=1.5 | 查表 | 0.19 |
15 | 倒角 | D=40 H=2 | 查表 | 0.13 |
16 | 倒角 | D=30 H=2 | 查表 | 0.13 |
(续)
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
17 | 车槽 | D=27 B=3 t=1.5 | 0.31 | |
五 | 装卡 | 两头顶尖 | 同序号四 | 0.89 |
18 | 车外圆 | D=52 L=266 ▽5 = | 同序号1 | 11.24 |
19 | 车外圆 | D=45 L=25 ▽5 = | 同序号1 | 2.21 |
20 | 车外圆 | D=40 L=228 ▽5 = | 同序号1 | 6.24 |
21 | 倒尺 | D=54 R=2 | 查表 | 0.22 |
22 | 倒尺 | D=45 R=2 | 查表 | 0.15 |
23 | 车外圆 | D=16 L=18 ▽5 = | 同序号1 | 1.79 |
24 | 倒角 | D=52 H=1.5 | 查表 | 0.19 |
25 | 倒角 | D=40 H=2 | 查表 | 0.13 |
26 | 倒角 | D=16 H=2 | 查表 | 0.13 |
六 | 装卡 | 三爪中心架顶尖 | 0.2+0.8 | 1.49 |
27 | 车槽 | D=49.8 B=3 t=1.1 | 同序号17 | 0.32 |
28 | 车槽 | D=38 B=3 t=1 | 同序号17 | 0.3 |
29 | 挑扣 | M=52 S=1.5 L=18 | 1.64 | |
30 | 挑扣 | M=20 S=2 L=30 | 同序号29 | 1.59 |
七 | 装卡 | 三爪中心架顶尖 | 0.2+0.8 | 1.49 |
31 | 车槽 | D=49.8 B=3 t=1.1 | 同序号17 | 0.32 |
32 | 车槽 | D=38 B=3 t=1 | 同序号17 | 0.3 |
33 | 挑扣 | M=52 S=1.5 L=18 左(K=3) | 4.91 | |
34 | 挑扣 | M=16 S=1.5 L=18 左 | 同序号33 | 4.4 |
(续)
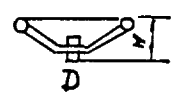
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
一 | 四爪夹紧 | G=3500kg 中等 | 63.9 | |
1 | 车平面 | D=2240 L=93 ▽3 | 51.67 | |
2 | 车平面 | D=500 L=110 ▽4 | 22.91 | |
3 | 车外圆 | D=2240 L=230 ▽4 | 182.2 | |
4 | 车孔 | D=285 L=360 ▽5 | 81.2 | |
5 | 倒内角 | D=285 H=6 | 0.6 | |
6 | 倒外角 | D=500 H=59 | 0.6 | |
7 | 车斜面 | D=2240 L=45 ▽4 | 41.4 | |
二 | 翻身四爪夹紧 | G=3500kg 复杂 | 67.95 | |
8 | 车平面 | D=2240 L=93 ▽3 | 51.6 | |
9 | 车外圆 | D=2240 L=70 ▽4 | 51.52 | |
10 | 车平面 | D=500 L=110 ▽4 | 22.9 | |
11 | 倒内角 | D=285 H=6 | 差倒角表 | 0.6 |
12 | 倒外角 | D=500 H=5 | 差倒角表 | 0.6 |
13 | 车斜面 | D=2240 L=45 ▽4 | 41.4 | |
准终 | 简单 | 36 | ||
|
序号 | 工艺 | 技术条件 | 选用公式 | 时间 |
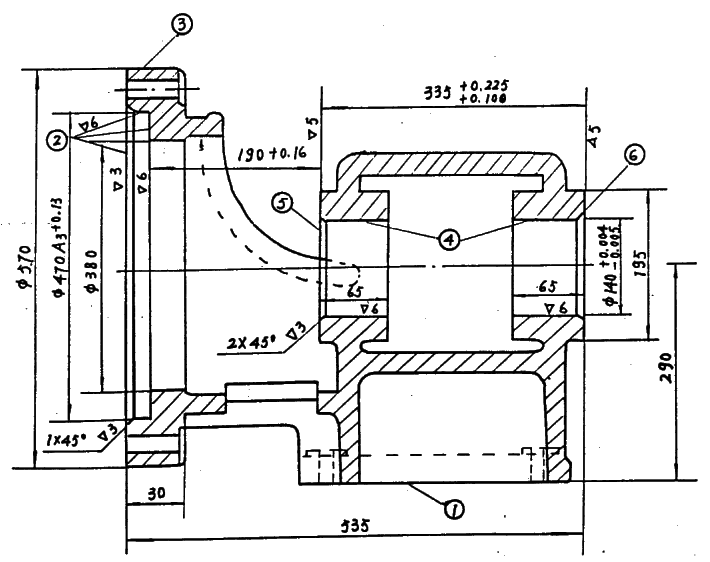
1 | 装卡 | 工作台压板有基面划针找正,铸铁80公斤。(吊装) | 0.00106×G+6.87 | 6.95 |
2 | 扩平面 | D=570 L=95 ▽3 | 28.15 | |
3 | 扩平面 | D=470 L=45 ▽3 | 同上 | 13.78 |
4 | 镗孔 | D=140 L=130 ▽6 | 36.34 | |
5 | 刮面 | B=8 t=27.5 | 7.67 | |
6 | 刮面 | B=8 t=27.5 | 同上 | 7.67 |
7 | 扩平面 | D=470 L=45 ▽6 | 42.73 | |
8 | 镗孔 | D=470 L=10 ▽6 | 20.96 | |
9 | 扩平面 | D=570 L=50 ▽3 | 17.48 | |
10 | 镗外圆 | D=570 L=30 ▽3 | 6.4 | |
11 | 倒内角 | D=470 H=1 | 查表 | 0.92 |
12 | 倒内角 | D=140, H=2 | 查表 | 0.52 |
13 | 倒内角 | D=140 H=2 | 查表 | 0.52 |
|
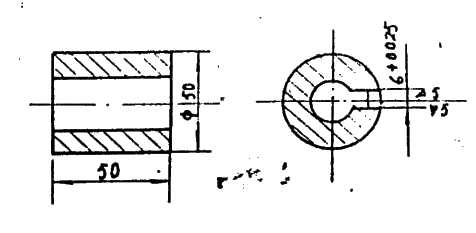
序号 | 工艺 | 技术条件 | 选用公式 | 时间 |
1 | 装卸 | 材料: 重量:G=40kg 在平台上用螺丝紧固装、 | =0.9×G0.227 | |
2 | 钻孔 | ▽4 M20钻孔为 D=17.5 L=35(12个) | ||
3 | 钻孔 | ▽5 D=22 L=22(12个) | ||
4 | 扩孔 | ▽5 D= L=22(12个) | ||
5 | 刮平面 | ▽4 D=50 L=2(12个) | ||
6 | 倒角 | D=20 1×45。 (12个) | ||
7 | 攻丝 | D=20 L=35(12个) | ||
= = |
(续)
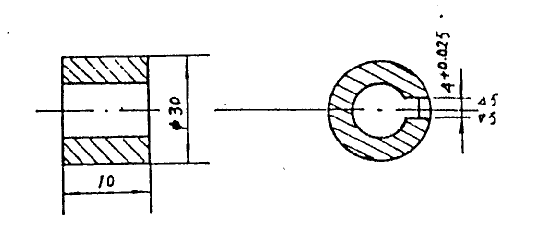
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
1 | 装卸 | 重量:G=0.89kg 在分度头上装卸 | =0.66×G0.53 | |
2 | 划线 | 划十字中心线 D=110 Z=4 | =0.1264+0.24 | |
3 | 划线 | 划十字中心线 D=90 Z=4 | 公式同上 | |
4 | 划线 | 划孔线 D=12(4个) | =0.006D+0.95 | |
= = | ||||
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
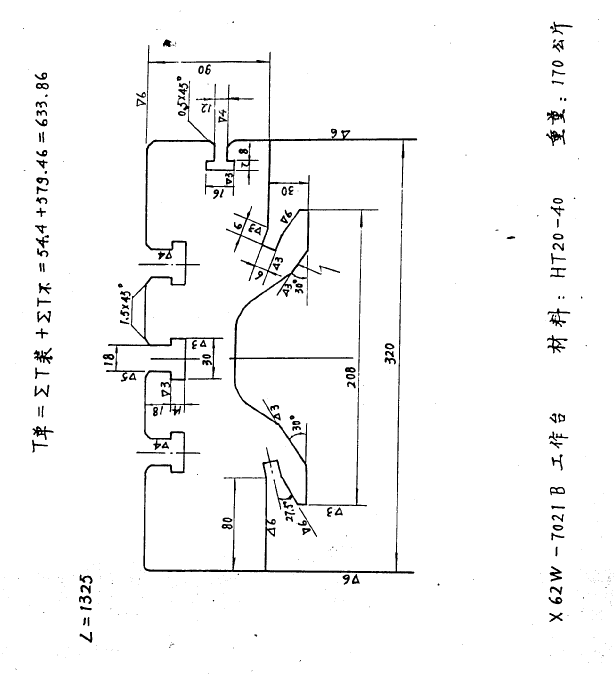
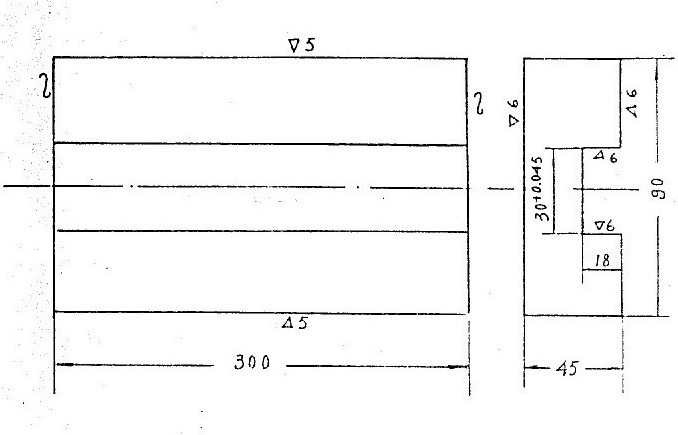
一 | 垫块装(未加工、中等) | L=1325 B=320 G=170kg 材料:HT20~40 | 14.7 | |
1 | 粗刨平面 | L=1325 B=320 ▽3 | 26.9 | |
2 | 粗刨侧面 | L=1325 B=90 ▽3 2条 | 19.8 | |
二 | 翻身工作台装卡(中等、已加工) | L=1325 B=320 G=170kg | 9 | |
3 | 粗刨平面 | L=1325 B=80 ▽3 2条 | 18.3 | |
4 | 粗刨平面 | L=1325 B=30 ▽3 2条 | 10.9 | |
三 | 垫块装卡(中等、已加工) | L=1325 B=320 G=170kg | 11.3 | |
5 | 粗刨平面 | L=1325 B=320 ▽6 | 52.5 | |
6 | 刨侧面 | L=1325 B=90 ▽6 2条 | 38.5 | |
7 | 刨T形槽 | L=1325 B=18 t=32 b=14 h=6 ▽4 3条 | 217.2 | |
8 | 刨T形槽 | L=1325 B=12 t=15 b=7 h=2 ▽3 1条 | 34.4 | |
9 | 倒角 | L=1325 H=1.5 2 0.5 | 查表 0.42×3 | 1.26 |
四 | 工作台装卡(复杂) | L=1325 B=320 G=170kg | 19.4 | |
10 | 精刨平面 | L=1325 B=80 ▽6 2条 | 35.6 | |
11 | 精刨平面 | L=1325 B=30 ▽6 2条 | 21.2 |
(续)
序号 | 工艺 | 技术条件 | 选用公式 | 时间 |
12 | 刨斜面 | L=1325 B=30 ▽3 2条 | 20.9 | |
13 | 刨刨平面 | L=1325 B=30 ▽3 2条 | 8.9 | |
14 | 刨直槽 | L=1325 B=6 t=7 ▽3 2条 | 19.3 | |
15 | 刨斜面 | L=1325 B=30 ▽6 2条 | 53.8 | |
准终 | 复杂 | 60 | ||
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
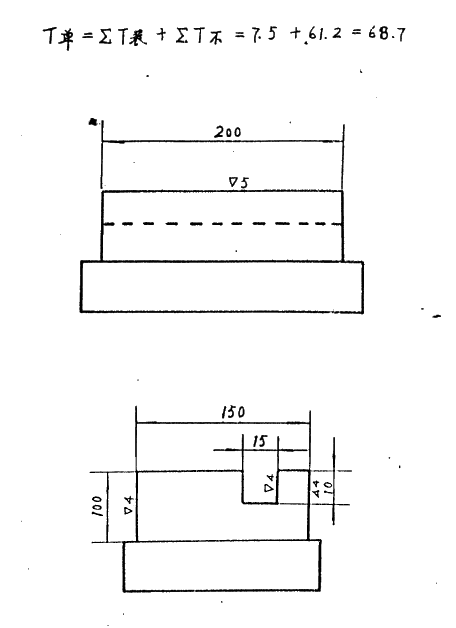
虎钳夹紧 | G=23kg | 7.5 | ||
1 | 刨平面 | L=200 B=150 ▽5 | 23.4 | |
2 | 刨两侧面 | L=200 H=100 ▽4 2条 | 28 | |
3 | 刨直槽 | L=200 B=15 t=10 ▽4 | 9.8 | |
准终 | 15 | |||
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
1 | 冲 孔 | L=150 B=100 F=15000 S=0.5 选用冲次为13 K=1.24 | 0.095 | |
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
1 | 装卸 | 材料;铁基粉末冶金工作台吸活(2次) B=60 L=60 | 0.42 | |
2 | 磨两端面 | ▽7 保证11度0.01(两面)加工余量(单面) h=0.3mm | 2.18 | |
|
序号 | 工艺 | 技术要求 | 时间 | |
1 | 装卸 | 材料:40G 三爪装卡 L=80 D=90 | 0.86 | |
2 | 磨内孔 | ▽7 h=0.4mm L=80 D=57 | × | 19.78 |
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
1 | 装卸 | 材料: D=45 L=206 顶尖对顶 | ||
2 | 磨外圆 | ▽1 K=1 L=206 d=35 L=38 D=40 | ||
3 | 磨外圆 | ▽6 K=1 L=206 d=35 L=45 D=35 | 公式同上 | |
4 | 装卸 | 消失装卡 L=206 顶尖对顶 D=45 | 公式同上 | |
5 | 磨外圆 | 技术要求同2 | 公式同2 | |
6 | 磨外圆 | 技术要求同3 | 公式同3 | |
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
1 | 滚涡轮 | 材料:合金钢 G=10kg M=4 Z=30 D=120 专用心轴 | 17.0078 | |
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
2 | 插槽 | 材料: G=0.216kg B=4 L=10 t=3 三爪装卡 ▽3 螺找正(手动) | 3.2157 | |
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
3 | 拉键槽 | 材料: G=0.578kg B=604 L=50 t=3 D=30 ▽5 | 其中L尺寸查拉刀规格,查得L=720-190=530 | 1.1835 |
|
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
1 | 装卡 | 装钢虎钳,目侧基面未加工 | 1.01 | |
2 | 铣平面 | 硬度合金刀铣30090一大面 ▽6 | 7.38 | |
3 | 装卸 | 同序号1 | 1.01 | |
4 | 铣侧 平面 | 硬度合金刀铣30045一侧面 ▽6 | 2.78 | |
5 | 装卸 | 装钢虎钳,目侧基面未加工 | 0.77 | |
6 | 铣第二 大面 | 硬度合金刀铣30045另一面 ▽6 | 1.38 | |
7 | 装卸 | 同序号5 | 0.77 | |
8 | 铣第二 侧面 | 硬度合金刀铣30090另一面 ▽5 | 2.78 | |
9 | 装卸 | 同序号5 | 0.77 | |
10 | 铣通槽 | L18 土铣刀铣 通槽 ▽6 | 300+0.0028 | 40.4 |
11 | 单件 | 65.05 | ||
12 | 最终 | 一般 | 30 | |
|
(续)
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
1 | 锻套环250kg气锤 | 材料: 重量:15kg 采料:ø130×145 (D+d)=300 H=80 | T=[0.05(D+d)+0.5]×(0.018H+0.42) | 28.83 |
| ||||
1 | 圆盘形拼 料毛坯 | 5快拼成 D=300mm | 44.6 | |
1 | Z32K喷漆 | 按工艺要求(2.5) | 7+4.9 | 22.4 |
1 | 造型 | 干模复杂程度Ⅲ级 F=1.72 H=7.8dm | T=1.3(0.26H+0.63)F | 5.9 |
2 | 制芯 | 1号芯1个,复杂程度Ⅱ级 25dm3 | T=1.7 | 165.2 |
2号芯2个,复杂程度Ⅱ级 6.2dm3 | T=1.7 | 57.7 | ||
3号芯2个,复杂程度Ⅱ级 2.96dm3 | T=1.7 | 40.8 | ||
4号芯1个,复杂程度Ⅰ级 0.85dm3 | T=1 | 6.6 | ||
3 | 下芯 | 1号芯,复杂程度Ⅱ级 | T=(0.06V+4)K | 28.86 |
2号芯2个,复杂程度Ⅰ级 | T=0.509 | 4 | ||
3号芯2个,复杂程度Ⅰ级 | T=0.509 | 2.2 | ||
4号芯1个,复杂程度Ⅰ级 | T=0.509 | 0.45 | ||
4 | 扣箱 | F=1.72M2,复杂程度Ⅱ级 | T=26.7F+14 | 60 |
合 计 | 7.31 小时 | |||
|
(续)
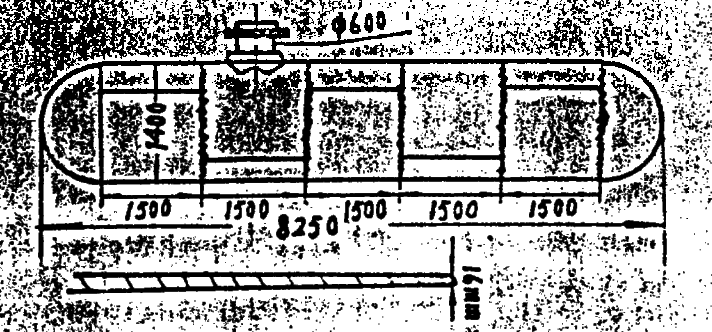
序号 | 工艺 | 技术要求 | 选用公式 | 时间 |
1 | 圆筒对装 | δ=16mm D=1400 5节 K=4.2 | 458.6 | |
2 | 点焊 | 点焊是对装的50%单给 | T=458.6 | 229.2 |
3 | 电焊 | (公式为每米时间),总长=17.6米 单坡口双面焊(序号同1) | T=(5.55δ-8.22)×17.6 | 1418.2 |
4 | 装封头 | δ=16mm D=1400 2个 | 618.6 | |
5 | 电焊 | (公式为每米时间),总长=8.8米 单坡口双面焊(序号同5) | T=(5.55δ-8.22)×8.8 | 709.1 |
6 | 装入孔 | 法兰与筒体 对装δ8×D600mm | T=0.03×D+1.82 | 19.8 |
7 | 点焊 | 点焊是对装的50%单给 | T=19.8 | 9.9 |
8 | 电焊 | (公式为每米时间)对角焊总长=1.9米(序号同8) | T=(4.12δ-9.16)×1.9 | 45.22 |
9 | 把装 | 螺栓直径D=20 螺栓条数N=28 | T=(0.02D+1.2)N+0.9D+25.9 | 88.7 |
10 | 试压 | M3=30 G=8kg | T=(0.03 M3+1.6)G+10 M3+12 | 332 |
合 计 | 3986.42 | |||
|
![C:\DOCUME~1\ADMINI~1\LOCALS~1\Temp\}]X6RIM7B_I`O8Q[]GL5DX5.jpg](/upload/images/2023/5/b32a32fab494352d.jpeg)

![C:\DOCUME~1\ADMINI~1\LOCALS~1\Temp\BLHCFCM_G9I9K```RZ]%[9V.jpg](/upload/images/2023/5/ff6f1df3deb341f2.jpeg)